
Savonia-artikkeli Pro: Hitsauksen ympäristövaikutukset
Savonia-artikkeli Pro on kokoelma monialaisen Savonian asiantuntemusta eri aiheista.
This work is licensed under CC BY-SA 4.0![]()
![]()
![]()
HitLeap-hankkeessa tutkitaan ja selvitetään hitsauksen ympäristövaikutuksia yhtenä työpakettina. Vastuullisraportointiin liittyvien velvoitteiden myötä valmistustekniikoiden ja erilaisten työstöprosessien ympäristövaikutuksien tarkastelu on noussut ajankohtaiseksi asiaksi. Ympäristövaikutuksia tutkimalla ja tarkastelemalla voidaan kehittää prosesseja kestävimmiksi. Ympäristövaikutuksia tutkitaan ja mallinnetaan elinkaariarvioinnin avulla. Elinkaariarvioinnin ohella kokonaisvaikutuksien ja hyötyjen sekä haittojen havaitsemiseksi kannattaa tarkastella myös elinkaarikustannuksia päätöksenteon tukena. Hitsauksen ympäristövaikutuksista ja eri hitsaustekniikoiden eroista on tehty jonkin verran tutkimuksia maailmalla. Olennaisimpina muuttujina ympäristövaikutuksien muodostumisessa hitsauksessa on energiankulutus, materiaalien, suojakaasujen ja lisäaineiden käyttö. Päästöt ilmaan, uusiutumattomien luonnonvarojen käyttö sekä jätteiden synty ovat hitsauksen ympäristövaikutuksia arvioidessa tärkeimmät tekijät (Jamal, 2017). Kestäväksi hitsaamiseksi voidaan kutsua prosessia, jossa toteutuvat minimoitu energiankulutus ja materiaalihukka, optimoitu raaka-aineen käyttö, taloudellisuus, korkea prosessitehokkuus ja ympäristövaikutukset on minimoitu kokonaisvaltaisesti (Mehta 2019).
Vertailussa MAG-, TIG- ja puikkohitsaus
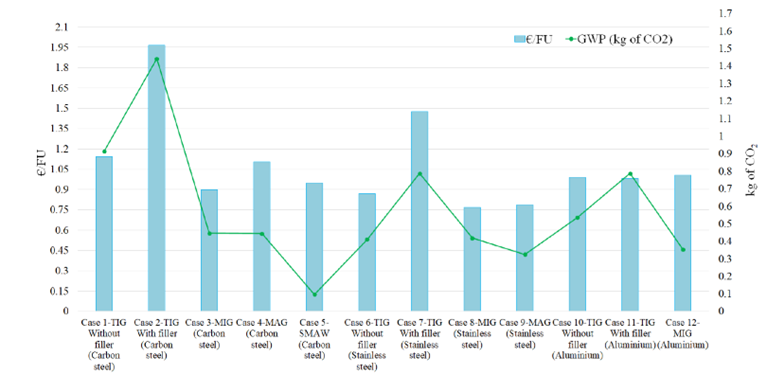
Eri hitsaustekniikoita on kattavasti analysoitu ja vertailtu ympäristövaikutusten osalta kolmea erilaista materiaalia hitsattaessa (González-González, Los Santos-Ortega, Fraile-García ja Ferreiro-Cabello 2023). Vertailu on tehty TIG-, MAG- ja puikkohitsausprosesseille. Hitsattavat materiaalit olivat tutkimuksessa hiiliteräs, ruostumaton teräs sekä alumiini. TIG-hitsauksen osalta verrattiin lisäaineetonta ja lisäaineellista TIG-hitsausta. Elinkaariarvioinnin tarkastelun rajaus sisälsi vain itse hitsausprosessin laboratorio-olosuhteissa ja varsinainen vaikutusarviointi suoritettiin SimaPro-ohjelmistolla.
González-González & al. (2023) tekemässä tutkimuksessa kävi ilmi, että lisäaineellinen TIG-hitsaus synnyttää suurimmat ympäristövaikutukset. Tämä johtuu suuresta suojakaasun käyttömäärästä. Yleisimmin hitsauksessa käytetyt suojakaasut ovat argonia, hiilidioksidia, heliumia ja seoksia. Seuraavaksi suurimmat ympäristövaikutukset syntyvät MAG-hitsauksessa. Puikkohitsaus oli kaikista verratuista hitsausprosesseista eri materiaaleilla ympäristöystävällisin. Johtopäätöksenä tutkimuksessa todettiin, että ympäristövaikutuksien suuruus riippuu paljon suojakaasun käyttömäärästä. Tällöin voidaan päätellä, että hitsaustekniikat, jotka lähtökohtaisesti tarvitsevat optimaaliseen toimintaan suojakaasua merkittävissä määrin, ovat vähiten ympäristöystävällisiä. Merkittävimmät erot tämän perusteella näkyivät hiilijalanjäljessä. Lisäksi hitsauksen aikana ilmaan vapautuu terveydelle haitallisia kaasuja, jota kuvaava indikaattorin arvo kasvoi sitä suuremmaksi, mitä enemmän suojakaasua käytettiin. Elinkaariarviointia varten oli kerätty lähtötietoina valokaariaika, hitsausjännite ja -intensiteetti, suojakaasun kulutus, mahdollinen lisäaine ja sähköenergia.
Suurimmat tekijät ympäristövaikutusten syntymisessä:
– suojakaasun kulutus (94,7 % kaikista vaikutusluokista)
– hitsipalon kemiallinen koostumus (30,62 % elottomien luonnonvarojen ehtyminen -vaikutusluokassa)
– sähkön kulutus (2,11 % kaikista vaikutusluokista)
Ympäristövaikutuksien tarkastelun rinnalla tutkimuksessa tarkasteltiin taloudellisia kustannuksia eri hitsaustekniikoiden välillä (Taulukko 1).
MAG-, TIG- ja puikkohitsauksen ympäristövaikutuksia oli vertailtu myös toisessa tutkimuksessa (Doncheva, Avramov & al. 2024), jonka yhtenä johtopäätöksenä on, että hitsaustekniikan valinta tulisi perustua tehokkaan ja laadukkaan hitsauksen lisäksi työntekijöiden turvallisuuteen ja terveyteen sekä mahdollisimman vähäisiin ympäristövaikutuksiin. Tutkimuksessa tarkastellut hitsaustekniikat ovat yleisimpiä käytössä olevia tekniikoita ja niiden ympäristövaikutuksista tarvitaan lisätutkimusta. Tutkimus osoitti, että puikkohitsaus on ympäristölle haitallisin menetelmä suuren energiankulutuksen ja lisäaineen käytön vuoksi. MAG-hitsaus ympäristövaikutuksiltaan pienin. TIG-hitsaus oli tehokkain, mutta ympäristövaikutukset olivat suuremmat kuin MAG-hitsauksessa.
Miten automatisoitu moderni hitsausprosessi vertautuu kestävyydeltään perinteisiin?
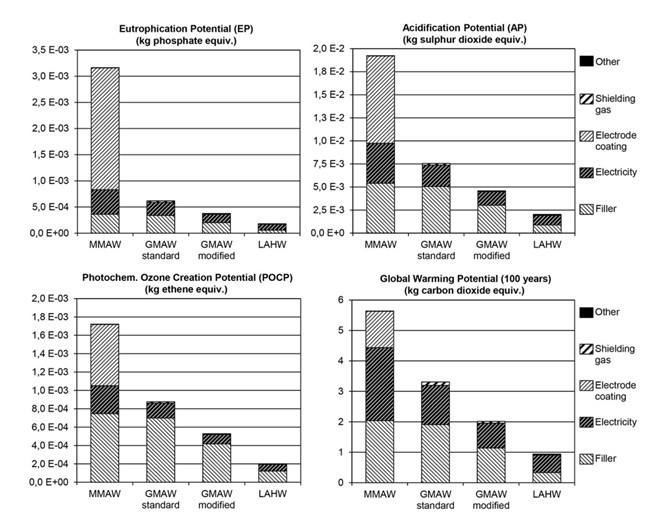
MAG-, puikko- ja laserhybridihitsauksen välillä on tehty myös vertailevaa tutkimusta (TRUMPF Magazine Laser Community 2015), jossa tavoitteena oli arvioida useamman hitsausprosessin ympäristövaikutuksia yhtä metriä hitsaussaumaa kohti. Hitsattavana materiaalina käytettiin tutkimuksessa 20 mm paksuista, niukkaseosteista rakenneterästä. Laskennan rajaukseen sisällytettiin vain itse hitsausprosessi.
Laserhybridihitsauksella saatiin aikaan parhaat tulokset vaikutusarvioinnissa, seuraavaksi parhaat MAG-hitsauksessa ja viimeisenä puikkohitsauksessa. Puikkohitsauksessa suurimmat ympäristövaikutuksiin vaikuttavat tekijät olivat lisäaine, sähköenergian kulutus ja puikkojen päällysteet ja se poikkeaa muista vertailuissa mukana olleista hitsaustekniikoista siten, että suojakaasuja ei kulu lainkaan, sillä puikoissa oleva päällyste kaasuuntuu sulaessaan. Lisäksi erona on, että puikkohitsaus on käsin hitsausta, kun muut tekniikat voidaan mekanisoida tai robotisoida. MAG- ja puikkohitsauksessa railokulmat ovat isompia, jolloin lisäainetta kuluu enemmän – tällä on ympäristövaikutuksiin suora vaikutus. Tutkimuksessa vaikutustekijä kategoriaan ”muut” on luettu paineilma, elektrodit, hitsausrobottien energiankulutus ja hitsauskaasut, sillä niillä ei ollut suurta vaikutusta tuloksiin. Tulosten perusteella hitsausrobotit ja niiden energiankulutus synnyttää alle 10 % ympäristövaikutuksista, poissulkien manuaalisesti tehtävä puikkohitsaus. Taulukon 2 tulosten mukaan suurimpia ympäristövaikutustekijöitä ovat puikkojen pinnoite puikkohitsauksessa, energiankulutus laserhybridihitsauksessa ja MAG-hitsauksessa lisäaineen käyttö. Laserhybridihitsauksessa energiankulutusta nostaa lisäaineen käyttö, kun pelkässä laserhitsauksessa vastaavasti käytetään vain sädettä. Tätä tutkimusta on syytä tarkastella laskennan rajauksen osalta hyvin kriittisesti, sillä rajauksen ulkopuolelle on jätetty hitsaustarvikkeet, kuten hitsauslaitteet, robotit ja laserit, jotka ovat merkittäviä tekijöitä ympäristön huomioon ottavassa tuotesuunnittelussa.
Tiivistetysti laserhybridihitsauksen katsottiin olevan kaikista ympäristöystävällisin vaihtoehto, sillä siinä tarvitaan vain hyvin vähän lisäainetta ja saavutetaan parempi hitsausnopeus, jolloin energiankulutus on pienempää. Puikkohitsauksessa taas käytetään paljon materiaalia, joka lisää sen epäekologisuutta valmistusprosessina. MAG-hitsauksessa voidaan käyttää erilaisia prosessivariaatioita, joissa railokulmaa voidaan pienentää, jolloin lisäainetta tarvitaan vähemmän ja ympäristövaikutukset pienenevät.
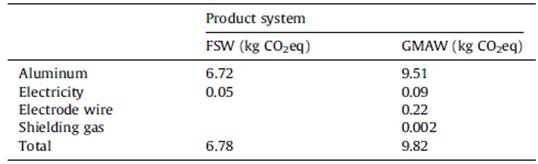
MAG-hitsauksen energiankulutusta ja ympäristövaikutuksia oli verrattu kitkahitsaukseen alumiinia hitsattaessa (Shrivastava, Krones & Pfefferkorn 2014), jossa kävi ilmi MAG-hitsauksen kuluttavan energiaa noin 40 % enemmän kuin kitkahitsaus esi- ja jälkikäsittely mukaan lukien. Samoin ympäristövaikutuksien osalta kitkahitsauksen kasvihuonekaasupäästöjen vaikutus jäi 31 % pienemmäksi kuin MAG-hitsauksessa. Tulokset johtuvat pääosin siitä, että kitkahitsauksessa lämpötila on matalampi varsinkin työstettävien komponenttien suurentuessa. Kaikissa vaikutusluokissa kitkahitsaus oli vaikutuksiltaan vähäisempi kuin MAG-hitsaus (Taulukko 3). Pääosin hiilijalanjälki koostui MAG-hitsauksessa alumiinin kulutuksesta ja osin energiankulutuksesta, langasta ja suojakaasusta (Taulukko 4).

Jauhekaarihitsauksen osalta on todettu, että se on ympäristövaikutuksiltaan vähäisempi kuin puikkohitsaus. Kuitenkin TIG- ja MAG-hitsaus ovat jauhekaarihitsausta ympäristöystävällisempi vaihtoehto (Amza, Rontescu & al. 2013). Jauhekaarihitsauksessa hitsauslankojen, -jauheen ja energian käyttö muodostavat suurimman osan päästöistä.
Yhteenveto
Yhteenvetona voidaan todeta, että suurin osa hitsauksen ympäristövaikutuksista muodostuu lisäaineiden ja suojakaasujen käytöstä sekä energiankulutuksesta, riippuen hitsaustekniikasta. Ympäristövaikutusarvioinnin systeemirajaus on olennainen tekijä tuloksissa. Osassa tutkimuksia arviointi rajattiin vain itse hitsausprosessiin, osassa on huomioitu hitsattava materiaali ja suurimmassa osassa tutkimuksia itse hitsauslaitteisto on jätetty rajauksen ulkopuolelle. Tutkimuksia lukiessa kannattaa tarkkailla kriittisesti käytettyjä rajauksia arvioinnissa, esimerkiksi yhdessä tutkimuksessa puikkohitsaus arvioitiin ympäristöystävällisimmäksi suojakaasun säästön perusteella. Puikkohitsaus on useamman tutkimuksen mukaan kuitenkin kaikista suurin ympäristövaikutuksiltaan suuren materiaalikulutuksen vuoksi. MAG-hitsaus vaikuttasi ympäristövaikutuksiltaan pienemmältä kuin muut vaihtoehdot.
Kaiken kaikkiaan hitsauksen ympäristövaikutuksia arvioidessa täytyy huomioida menetelmien vertailukelpoisuus ja relevanssi oman yrityksen hitsaavaan tuotantoon. Hitsattava tuote ja sen suunnittelu asettaa paljon raameja käytettäville menetelmille ja aina ei ole mahdollista tai kannattavaa tehdä muutoksia niihin. Joitakin hitsejä täytyy usein tehdä asennushitsinä työmaalla kaukana ihanteellisista olosuhteista ja erikoisemmat hitsausmenetelmät vaativat osaamista, koulutusta ja investointeja.
Hitsauksen hiilijalanjälki on usein sidottavissa hitsauksen tuottavuuteen ja/tai hitsausnopeuteen; mitä nopeammin tai vähemmän tarvitsee hitsata, sitä pienempi hiilijalanjälki. Hitsausprosessin tuottavuus vaikuttaa suoraan kaariaikaan, muutoin sitä voidaan pienentää esimerkiksi kaventamalla railokulmia, jolloin hitsauslisäainettakin kuluu vähemmän.
Suojakaasua käyttävissä hitsausprosesseissa kaasun kulutus riippuu suoraan hitsausajasta, kaasunvirtaus on vakioitu parametri. Hitsausenergia on helppo laskea virran, jännitteen ja hitsausnopeuden perusteella. Hitsauksen lämmöntuonnin selvittämiseksi edellä mainittu hitsausenergia kerrotaan hitsausprosessikohtaisella termisellä hyötysuhteella k (kuva 1).

Kuva 1. Hitsausenergia, kun hitsausnopeuden (v) yksikkönä on cm/min. Terminen hyötysuhde k TIG- ja plasmahitsauksessa on 0,6, MIG/MAG-hitsauksessa on 0,8 ja jauhekaarihitsauksessa 1.
Lopuksi
HitLeap –hanke jatkuu Savonian, LUT-yliopiston ja Savon ammattiopiston yhteistyössä vielä toisenkin hankevuoden. Mikäli kiinnostuit hankkeen toimista vastuullisuuden tai jonkin muun aihepiirin osalta, ota yhteyttä! Hankkeen verkkosivut löytyvät osoitteesta www.hitleap.fi. Hankkeen sivuilta löydät yhteystietomme, aiemmat hanketoimet ja tulevat koulutustapahtumat hankkeessa.
Kirjoittajat
Sonja Kattainen, tutkimusinsinööri
Jussi Asikainen, TKI-asiantuntija
Kone- ja energiatekniikan tutkimusala
Lähteet:
González-González, Los Santos-Ortega, Fraile-García ja Ferreiro-Cabello 2023. Environmental and Economic Analyses of TIG, MIG, MAG and SMAW Welding Processes: https://www.mdpi.com/2075-4701/13/6/1094
Finkbeiner, Rethmeier & al. 2015. Environmental impacts of welding methods: https://www.trumpf.com/en_INT/newsroom/stories/enviromental-impacts-of-welding-methods/
Jamal 2017. Sustainability assessment of welding processes
Kush P. Mehta 2019. Sustainability in welding and processing
Shrivastava, Krones & Pfefferkorn 2015. Comparison of energy consumption and environmental impact of friction stir welding and gas metal arc welding for aluminum: https://www.sciencedirect.com/science/article/pii/S1755581714000467
Doncheva, Avramov & al. 2024. Sustainability and environmental life cycle analysis of welding processes: https://www.emerald.com/insight/content/doi/10.1108/IJSI-02-2024-0024/full/pdf?title=sustainability-and-environmental-life-cycle-analysis-of-welding-processes
Amza, Rontescu & al. 2013. Research on the welded joint formation and the determination of the environmental impact of submerged arc welding: https://www.academia.edu/35486245/Research_on_the_welded_joint_formation_and_the_determination_of_the_environmental_impact_of_submerged_arc_welding
