
Savonia-artikkeli: Poimintoja firpan vuosiseminaarista 2022 osa 1/2, robottitulostus
#SavoniaAMK
Suomen pikavalmistusyhdistys FIRPA järjesti vuosiseminaarinsa 4.-5.5.2022 Teknologia 22 –messujen yhteydessä. Esitykset pidettiin messujen Tech Corner –osastossa ja antoivat hyvän katsauksen tulostuksen toimijoiden osaamiseen Suomessa. Tähän kirjoitukseen on koottu seminaarin antia robottitulostukseen liittyen.
Suuren kokoluokan metallitulostusta lankasyöttöisellä suorakerrostuksella
Metallin lankasyöttöinen suorakerrostus (waam, wire-arc additive manufacturing) on vihdoin saamassa jalansijaa myös Suomessa. Kyseessä on valmistavan teollisuuden yrityksille sinänsä tuttu prosessi, sillä se onnistuu uudemmissa hitsausrobottisoluissa. Prosessissa kappale muodostetaan hitsaamalla muoto kerros kerrokselta valmiiksi saakka, joten kerroskorkeus on kohtalaisen suuri ja tulostusjälki karkeaa. Tarkkuutta vaativat piirteet koneistetaan kappaleeseen jälkikäteen. Maailmalla menetelmällä on tulostettu mm. lentokoneen osia titaanista, kaivinkoneen kääntövarsia teräksestä ja esimerkiksi Deutsche Bahn hyödyntää menetelmää junien varaosien valmistuksessa.
Suomessa yritykset ovat alkaneet havahtua menetelmän potentiaaliin mutta käytännön kokemusta on vielä vähän eikä todellisia referenssikappaleita ole juuri esitelty. Prosessi on lisäävän valmistuksen menetelmistä ehkä lähimpänä perinteistä valmistusmenetelmää joten kynnys menetelmän käyttöön ei pitäisi olla suuri. Toki prosessi vaatii uudenlaista osaamista ja ohjelmistoa robotin ohjelmointiin sekä lisää tietämystä tulostettavien kappaleiden materiaaliominaisuuksien varmistamiseksi. Tulostusnopeus on 1-5 kg tunnissa ja koska tulostusmateriaali on metallia, niin haasteena on luonnollisesti lämmönhallinta.
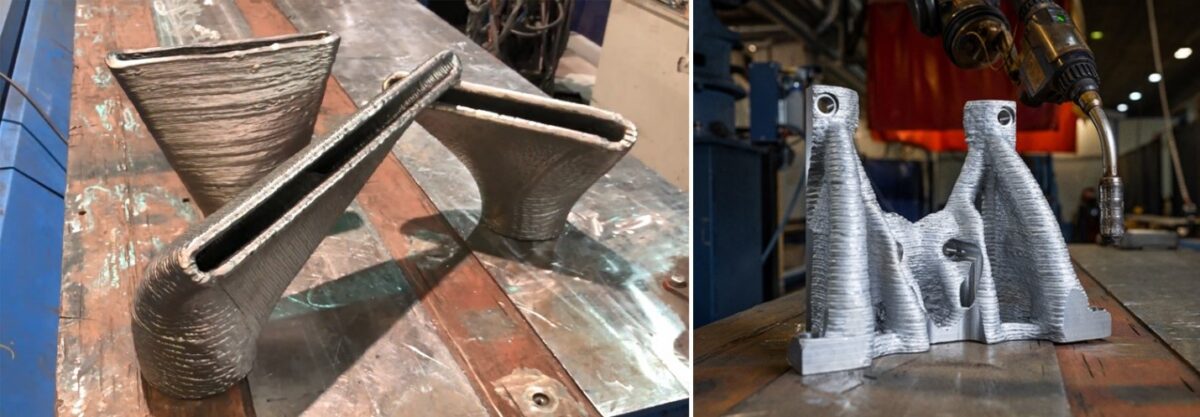
Andritz Savonlinna Works on lähtenyt käyttöönottamaan menetelmää viimeisen parin vuoden aikana ja ensimmäiset tulosteet ovat päässeet jo käyttöön asti. Firpan vuosiseminaarissa Santeri Varis kertoi menetelmän käyttöönotosta yrityksessä ja esitteli tähän mennessä tulostettuja kappaleita. Mielenkiintoinen esimerkki on sellutehtaan prosessilaitteessa käytettävä “ilmatykki” (air blaster) jonka valmistaminen 3D-tulostamalla mahdollistaa käyttökohteeseen paremmin soveltuvan geometrian ja tilankäytön. Kappaleita valmistetaan sekä ruostumattomasta teräksestä (316L) että Inconel 625 käyttökohteen mukaisesti.
Alla olevassa kuvassa oikealla näkyvä moottorin kannake oli ensimmäinen testikappale, jonka yritys valmisti yhteistyössä Wärtsilän ja Etteplanin kanssa. Tulostetussa kappaleessa oli painoeroa lähes 50% perinteisesti valmistettuun verrattuna. Kannakkeen tulostuksesta on myös video.
Valmistusmenetelmän käyttö vaikutti olevan Andritzilla hyvässä vauhdissa ja koska peruskappaleiden valmistus on jo todistettu, toteuttaa yritys FAMEn (Finnish Additive Manufacturing Ecosystem) kanssa loppuvuodesta haastavamman testikappaleen valmistuksen.
Tavoitteena on valmistaa tulostamalla painesäiliö, joka on 1,5 m korkea, halkaisijaltaan 80 cm ja painaa 200 kg. Projektissa tutkitaan tulostusprosessin lisäksi mitä suuremman kokoluokan tulostettava kappale vaatii suunnittelulta ja jälkikäsittelyltä. Valmistetulle kappaleelle tehdään lopuksi myös painetestit. Ajatuksena on tiedon keräämisen lisäksi luonnollisestikin levittää valmistusmenetelmän tunnettavuutta Suomessa.
Suuren kokoluokan muovi/komposiittulosteita robottitulostusta hyödyntämällä
UPM esitteli seminaarissa UPM Formi 3D20/2019–tulostusmateriaalinsa ominaisuuksia ja käyttökohteita. Kyseessä on uusiutuvista luonnonvaroista valmistettu (80% biopohjainen), täysin kierrätettävissä oleva biokomposiittimateriaali. Materiaalin pursotusprosessiin hyvin soveltuvaa materiaalia myydään sekä filamenttina että granulaattina ja sen jälkikäsittely onnistuu puutuotteiden tapaan. Se on ollut markkinoilla jo muutaman vuoden ajan, joten materiaalin käytöstä löytyy kokemuksia useammilta eri toimialoilta.
Yhtenä käyttökohteena suuren kokoluokan tulostukselle on muottien valmistus, johon liittyen UPM:ltä löytyy esimerkki materiaalin käyttämisestä betonivalumuoteiksi. Lumotuli käytti UPM Formista valmistettuja betonivalumuotteja grillitakkojen valmistuksessa. 3D-tulostetut muotit valmistettiin Prentan granulaattitulostuspäällä, joka toimii samalla tapaa kuin käsivarsirobottien käyttämät tulostuspäät. Etuina tulostettujen muottien käytölle on mm. nopea valmistusaika, kevyempi rakenne ja 100% kierrätettävyys.
Kuluttajien kannalta betonivalumuotteja tutumpi käyttökohde on huonekalujen valmistus, johon liittyen maailmalta löytyykin jo lukuisia esimerkkejä. 3D-tulostus on viimeisen muutaman vuoden aikana herättänyt mielenkiintoa huonekaluteollisuuden puolella, vaikkakaan se ei tule sarjatuotantomenetelmiä siellä korvaamaan. Valtaosa 3D-tulostetuista huonekaluista on vielä toistaiseksi esimerkkikappaleita tai asiakasräätälöityjä yksittäiskappaleita mutta ruotsista löytyy jo esimerkki kuluttajille tarjolla olevasta sarjatuotantokappaleesta.
Ruotsalainen Reform Design Lab (reformlab.se) valmistaa UPM Formista “Reform Lounge” – Chair Black” –designtuolia robottitulostuksella joka näkyy alla olevassa kuvassa . Hintansa puolesta design-tuote on suunnattu vain harvoille, sillä 2400 euron hinta pitänee peruskuluttajat loitolla. Tuolissa on mielenkiintoista muotoilun lisäksi se, että yritys käyttää UPM Formista mustaksi värjättyä versiota.

UPM Formin puumainen perusväri on kyllä silmää miellyttävä, mutta värjäyksen kautta materiaalille voikin löytyä enemmän käyttökohteita. Tulostusmateriaalin puhtaat ligniinittömät selluloosakuidut mahdollistavat läpivärjäyksen joka tapahtuu helpoimmillaan sekoittamalla granulaattien joukkoon haluttu määrä väriainetta tai esimerkiksi värillistä toista granulaattia ennen materiaalin pursotusta.
Värjäysmahdollisuus yhdistettynä hyviin materiaaliominaisuuksiin ja puumaisiin jälkikäsittelyominaisuuksiin mahdollistavat materiaalin käyttämisen lukuisissa huonekalusovelluksissa. Savonian meneillään olevassa “3D-tulostusta robotilla” –hankkeessa materiaali onkin testattavana niin valumuottikäytössä kuin sisä- ja ulkohuonekalujen valmistusmateriaalinakin.
Huonekalujen 3D-tulostamiseen liittyen ruotsalainen Normada on kehittänyt mielenkiintoisen palvelukonseptin huonekalujen kierrätykseen liittyen. Yritys tarjoaa kuluttajille huonekalujen “panttipalvelua” The Pant System (normada.se), jossa asiakas palauttaa käytön jälkeen vanhan huonekalun kierrätettäväksi. Palautettavan huonekalun kunnosta riippuen se joko kunnostetaan tai murskataan ja käytetään uuden 3D-tulostetun huonekalun raaka-aineena. Palvelulla tähdätään huonekalujätteiden vähentämiseen, sillä yrityksen mukaan Ruotsissa syntyy yli 500.000 tonnia huonekalujätettä vuosittain. 3D-tulostus on muutenkin valmistusmenetelmänä materiaalia säästävä (tulostetaan kappaleessa materiaalia vain sinne, missä sitä tarvitaan) joten tämän kaltaisella toiminnalla siitä saadaan entistäkin ympäristöystävällisempi.
Robottitulostuksessa käytettävät suuremmat kerroskorkeudet tuottavat kappaleisiin karkeamman pinnanlaadun, joka ei ole aina toivottavaa. Robottitulostukselle on alkanut tulla tarjolle myös automaattisia tai puoliautomaattisia jälkikäsittelyjärjestelmiä, joiden avulla pinnanlaatu saadaan sileäksi niiltä osin kuin halutaan. Meneillään olevassa 3D-tulostusta robotilla (3DROBO) –hankkeessa Savonian robottitulostussoluun asennetaan loppuvuodesta 2022 Flexmillin (https://www.flexmill.fi/) toimittama jälkikäsittelyjärjestelmä, joka mahdollistaa tulostettujen kappaleiden pinnan siistimisen jyrsimällä tai hiomalla. Konkreettisia esimerkkejä robottitulostus+jälkikäsittelyprosessien yhdistämisestä puukuitukomposiittimateriaalin kanssa on näillä näkymin luvassa vuoden 2023 alkupuolella.
Kirjoittaja:
Antti Alonen, tki-asiantuntija, Savonia-ammattikorkeakoulu
