Vuosi 2020 oli muutosten aikaa Savonialla. Kenties suurimpana muutoksena konetekniikan osalta oli toimintojen siirtyminen uudelle kampukselle Microkadulle, jonka yhteydessä myös laboratorioympäristöt päivittyivät uusiin tiloihin. Koneistustoimintojen osalta palvelut uudistettiin vastaamaan paremmin T&K-työskentelyn vaatimuksia, tarkoituksena keskittää toimintoja lastuavaan työstöön liittyvään tuote-, ja menetelmäkehitykseen sekä tarvelähtöiseen tutkimukseen ja koulutukseen.
Vajaan vuoden jälkeen toiminnan käynnistämisestä muutamia parannuskohteita oli jo tullut esille. Yksi niistä on yleisten kiinnittimien, kuten lestirautojen ja koneruuvipuristimien joustamattomuus tarpeisiimme nähden. Oli siis aika pohtia vaihtoehtoja, joista järkevimmän kokonaisuuden tarjosi modulaarinen kiinnitinjärjestelmä.
Modulaariset kiinnitinjärjestelmät koostuvat yleensä peruselementistä, kuten alustasta tai kiinnitintornista, jonka päälle on mahdollista lisätä pienempiä kiinnitys-, ja paikoituselementtejä tarvekohtaisesti. Toiminnan rakentaminen pelkkien yleisten kiinnittimien varaan tarkoittaa pidempiä asetusaikoja ja sitä kautta hukattua tuottavuutta.
Modulaarinen kiinnitinjärjestelmä sijoittuu soveltuvuudeltaan asetusten lukumäärän ja valmistusmäärän mukaan kappalekohtaisten- tai erikoiskiinnittimien ja yleiskiinnittimien väliin, kuvion 1 mukaisesti.
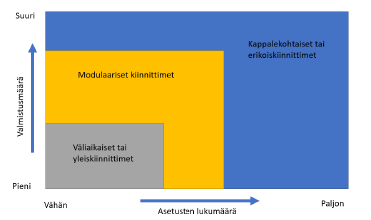
Kaikille kiinnitinstrategioille on omat käyttökohteensa, mutta esimerkiksi meidän tarpeisiimme, eli projektiluontoiseen T&K-tyyppiseen työskentelyyn modulaarinen kiinnitysjärjestelmä tarjoaa joustavuutta ja lyhentää asetusaikoja, parantaen toiminnan tehokkuutta. Järjestelmä on myös nopeasti purettavissa pois, mikäli tulee tarve hyödyntää esimerkiksi 5-akselityöstön mahdollistavaa kehtopöytäämme.
Modulaarisen järjestelmän voi koostaa monella eri tavalla, ja monelta valmistajalta löytyykin valmiita ratkaisuja, kuten kuvan yksi mukainen, uriin pohjautuva järjestelmä, tai kuvan kaksi tyyppinen reikämatriisijärjestelmä. Modulaarisia kiinnitysratkaisuja voidaan rakentaa myös erilaisten nollapiste-, tai alipainekiinnitykseen perustuvien järjestelmien ympärille. Nollapistekiinnittimien ympärille rakentuvan järjestelmän etuna on mahdollisuus kiinnitysten tekeminen työstöprosessin aikana koneen ulkopuolella.
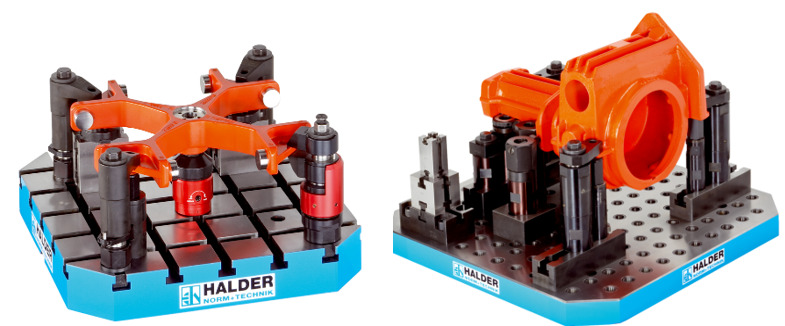
Meidän tapauksessamme parhaan ja järkevimmän kokonaisuuden muodostivat kuvassa kaksi näkyvä, 7075-alumiinistä tehty rasterilevy 25×25 millimetrin reikämatriisilla, jonka päälle voi joustavasti asetella eri kiinnitinyhdistelmiä. Peruslevy paikoittuu tarkasti työstökeskuksen pöydän uriin olakeruuveilla, joten sitä ei tarvitse kellottaa paikoilleen kiinnittäessä.

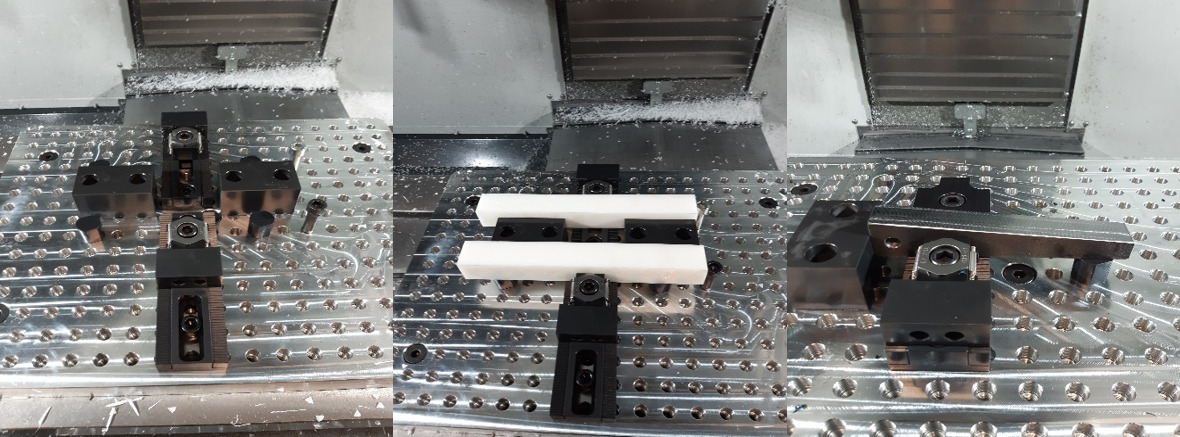
Meillä sovelletaan esimerkiksi OK-Visen matalakiinnittimiä ja muita kiinnitinelementtejä (kuva kolme), jonka lisäksi samaan rasterilevyyn voidaan käyttää yleisiä kiinnittimiä, kuten lestirautoja täydentämään ja monipuolistamaan kiinnitysvaihtoehtoja kuvan neljä mukaisesti.

Tähän mennessä saadun kokemuksen perusteella voimme siis lämpimästi suositella modulaaristen kiinnittimien hyödyntämistä erityisesti vaihtuvien osien koneistuksessa, järjestelmän monipuolisuuden ja joustavuuden ansiosta. Toki käyttökohteita löytyy myös toistuvien tuotteiden kiinnittämisessä, kiinnittämisen helppouden ansiosta.
Yritysmaailmassa sarjatuotteiden kiinnittämisessä hyödyntämisen lisäksi pohtimisen arvoinen vaihtoehto voisi olla esimerkiksi tiettyjen tai tietyn koneen varustaminen modulaarisella järjestelmällä, ja muilla koneilla keskityttäisiin tuotekohtaisten kiinnittimien hyödyntämiseen. Tämä mahdollistaa suuremman joustavuuden toistuvia tuotteita valmistaville konepajoille, ja antaa siten mm. kilpailukykyisemmät edellytykset vastata toistuvien tuotteiden ulkopuolelta tuleviin tarjouskyselyihin.
Konetekniikan laboratorioympäristömme 360-kameralla kuvattuna sekä lisätietoa laitekannastamme ja palveluistamme löytyy kotisivuiltamme. Pääset sinne klikkamalla tästä. Savonian koneistuslaboratoriossa, yhteistyössä Camcut Oy:n kanssa kuvattuja videoita muun muassa eri työkalujen ja menetelmien testauksesta Haas-työstökoneillamme löytyy klikkaamalla täältä.

Kirjoittaja:
Jari Lipponen, tekninen asiantuntija
Lähteet
Halder verkkosivut, 2021. Reikämatriisijärjestelmät-tuotevalikoima. Saatavissa: https://www.halder.com/fi/PM/Standardiosat/Reikaematriisijaerjestelmaet/Assortments-Hole-and-Dowel-Systems-L12-L16/Vakiovalikoima-L16 Viitattu 7.9.2021
Halder verkkosivut, 2021. T-urajärjestelmät-tuotevalikoima. Saatavissa: https://www.halder.com/fi/PM/Standardiosat/T-urajaerjestelmaet/Standard-Ranges-T-Slot-Systems-V40-V70/Vakiovalikoima-V70 Viitattu 7.9.2021
Hoffman, E.G. 2004. Jig and Fixture Design. 5. Painos. New York: Delmar learning.