Savonia-artikkeli: Hitsausrobotti – turhake vai tuotannon tehostaja
#SavoniaAMK
Hitsauksen robotisointi on monelle pienelle yritykselle hyppy tuntemattomaan. Kun omat kokemukset ja osaaminen puuttuvat, niin tietoa on haettava muualta. Tiedon luotettavuus ja soveltaminen omiin tarpeisiin nousee tällöin merkittävään rooliin. Vanha sanonta hyvä kello kauas kuuluu, paha kello kauemmas pätee tässäkin asiassa. Tarinat epäonnistuneista hitsauksen robotisoinneista elävät vielä silloinkin, kun onnistuneet ovat jo painuneet unholaan.
Ettei hitsausrobotista tulisi turhaketta, on ”kotiläksyt” syytä tehdä kunnolla. Yksi suurimmista kompastuskivistä liittyy hitsattavien tuotteiden soveltuvuuteen robottihitsattavaksi. Muita mahdollisia kipupisteitä voivat ovat mm. henkilöstön osaamisen, osavalmistuksen ja tuotannon apuvälineiden tilanne. Hyvällä suunnittelulla ja pohjatietojen analysoinnilla on mahdollista välttää pahimmat karikot. Tässä kirjoituksessa luodaan katsaus ja pyritään antamaan näkökohtia hitsausrobotin hankinnan onnistumisen varmistamiseksi. Aiheeseen voi tutustua myös Askeleet robottihitsauksen hankitaan videolla, jonka näet klikkaamalla tästä.
Miten pitäisi valmistautua robottihankintaan?
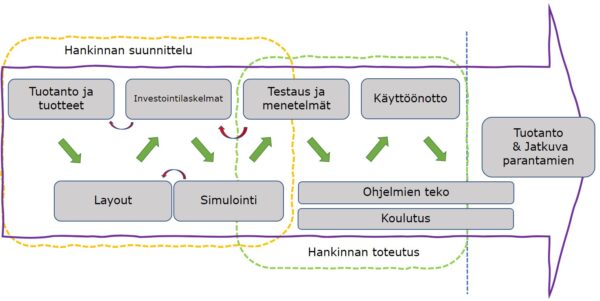
Jokainen tapaus on toki erilainen ja kaiken kattavaa etenemispolkua on mahdoton kuvata. Kuvan 1 kaaviossa on esitetty tyypilliset hankinnan askeleet, sillä tietyt asiat kuitenkin toistuvat lähes aina.
Ennen kuin mennään prosessin vaiheisiin, niin pohditaan hetki mikä on robotille ja robottihitsaukselle ominaista. Kun robottia vertaa hitsaajaan, joka tekee työtään käsivaraisesti omien aistiensa varassa, niin robotti on
- kömpelö, mutta ripeä ja tarkka liikkeissään
- lähtökohtaisesti sokea ja väsymätön puurtaja
- tekee vain sen mitä operaattori (ohjelmoija) on sen käskenyt tehdä, mutta
- voi tehdä sellaista mitä operaattori ei ole osannut ottaa huomioon
- on parhaimmillaan, kun pääsee tekemään tylsää ja toistuvaa sarjatuotantoa, mutta
- tulee myös toimeen toistuvan yksittäistuotannon kanssa, eli on
- parhaimmillaan hitsarin paras kaveri, kun kyse on yksitoikkoisista, raskaista, likaisista ja epäergonomisista töistä
Jos edellä kuvattua asiaa vähän tiivistää, niin robotti on hyvä renki, mutta huono isäntä. Robotilla on vaikea vastata tuotannon jatkuviin muutoksiin, ellei ne ole suunniteltuja tai vähintäänkin hyvin ennakoitavia ja siten hallittavissa muulla tavoin kuin ihmisen lähes loputtomaan sopeutumiskykyyn nojaten. Robotti ei ole ihmeiden tekijä, sillä ei yksin ratkaista tuotannon ongelmia ja jos robotiikan edellytykset eivät täyty tai osaamista ei ole, niin robotista voi tulla turha investointi.
Ihminen vai robotti?
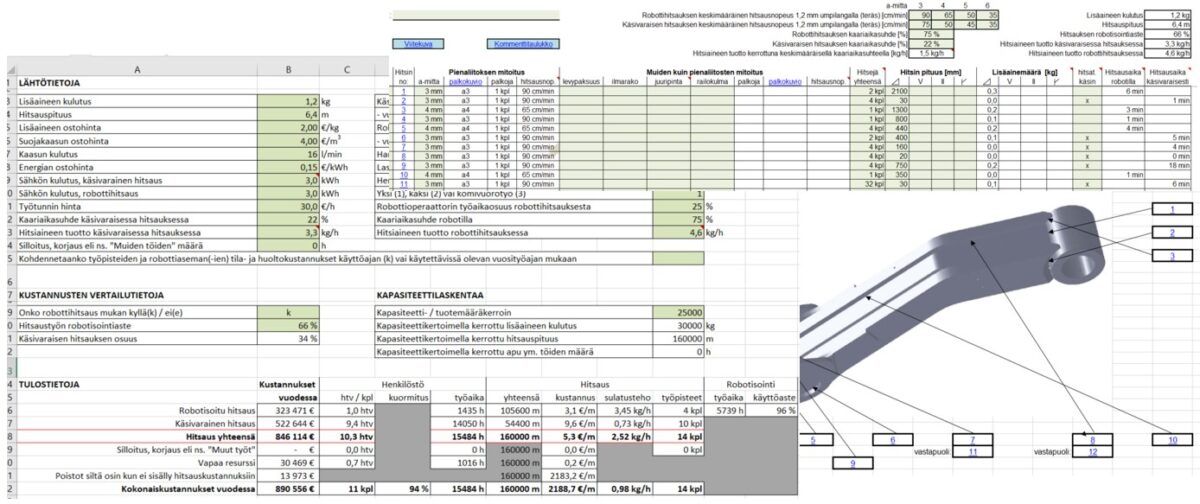
Koska hitsausrobotin hankintaa harkitaan aina tarpeiden kautta, niin hyvä lähtökohta hankinnassa on arvioida robotisoinnin edellytyksiä suhteessa määriteltyyn tarpeeseen. Otetaan esimerkiksi tuotteen yksikkökustannusten alentaminen, joka lienee useimmissa tapauksissa ainakin yksi tarve tai tavoite robotisoinnille. Yksikkökustannukset muodostuvat käytettävissä olevista tuotannontekijöistä eli materiaali-, kone-, energia-, tila- sekä työkustannuksista. Hitsausrobotin hankinnan myötä konekustannukset nousevat, joten säästöjen on löydyttävä muista kustannuslajeista. Vastaavasti käsivaraisessa hitsauksessa työkustannus on usein suurin menoerä, joten on hyvin luonnollista, että robottihitsauksen säätötavoite kohdentuu sinne.

Työkustannusten tarkastelussa helpointa on suorien hitsauskustannusten tarkastelu. Tätä voidaan tehdä esim. laskemalla kustannuksia tuotettua hitsimetriä tai sulatettua lisäainekiloa kohden. Hivenen vaikeampaa on tarkastella mitä vaikutuksia robotisoinnilla on ennen hitsausta ja sen jälkeen tapahtuviin kustannuksiin. Tässä kuitenkin joitakin tarkastelunäkökohtia. Robotisoinnin myötä
tuotteiden yksityiskohtia voidaan joutua muuttamaan ”hitsattavammiksi”
osavalmistukseen voidaan joutua tekemään muutoksia tarkkuusvaatimusten tiukentuessa
tuotannon apuvälineisiin (esim. kiinnittimiin) voidaan joutua investoimaan ja
jos edelliset kohdat hoidetaan hyvin, niin jälkityön määrä vähenee laatuvaihtelun pienentyessä
Etenkin suorien hitsauskustannusten laskennasta löytyy Hitsaustekniikka lehden 3/2011 numerossa kattava artikkeli, joka avautuu klikkaamalla tästä.
Yksi tarkastelunäkökohta on myös mitä muutoksia tuotteen hitsaukseen voidaan tehdä robottihitsauksen myötä. Robottihitsauksen myötä voi olla esim. mahdollista pienentää hitsien näkyvää a-mittaa huomioimalla hitsin luotettava tunkeuma. Perusteluna tälle on, että robotti tekee työn aina samalla tavalla. Esimerkiksi jos pienahitsin näkyvä a-mitta voidaan pienentää kuudesta millimetristä viiteen millimetriin, niin hitsiaineen määrä vähenee yli 40%.
Robotti, työpaikkojen syöjä vai kasvun tuoja?
Robotiikan kansainvälisten tilastojen valossa (lue lisää klikkaamalla tästä) Suomi on vuosi vuodelta menettänyt robottitiheyden (robottimäärä/10.000 työntekijää) ranking asemaa vaikka investointitrendi on ollut loivasti kasvava, muu maailma vain kasvaa nopeammin. Maailmanlaajuisesti auto- ja elektroniikkateollisuus ovat robotiikan soveltamisen kärkialoja, joten robottitiheyden vertailu Suomeen ei ehkä siinä suhteessa ole ihan oikeudenmukaista. Huoli investointihalukkuudesta on silti todellinen ja koskee Suomen ohella koko Eurooppaa.
Kuten edellisessä kappaleessa ”Ihminen vai robotti” kuvattiin, niin lähtökohtaisesti robottihitsaus nostaa konekustannuksia ja mahdollistaa työkustannusten alenemisen ihmistyön vähenemisen kautta. Miten tämä sitten käytännössä tarkoittaa? Hitsausrobotin myötä on saatava joko tuotantomäärää kasvatettua tai tuotannon tekijöitä vähennettyä. Jälkimmäinen skenaario, työllisyyden vähennys on myös koettu robotisaation uhkana. Asiasta on kirjoitettu mm. Valtionvarainministeriön 8.2.2021 julkaisemassa Talouskasvun edellytykset-tutkimuksessa (lue lisää klikkaamalla tästä) (sivu 34).
Pääsääntöisesti tutkimukset kuitenkin todistavat päinvastaista kehitystä eli robotiikka mahdollistaa uusien työpaikkojen syntymisen. Vastineena Valtiovarainministeriön julkaisuun, Suomen robotiikkayhdistys julkaisi kirjelmän http://roboyhd.fi/wp-content/uploads/2021/02/VM-julkaisu-SRY-vastine-09022021.pdf. Vastineessa on esitetty muutamien Suomalaisen teollisuusyrityksen haastattelutuloksia, samoin kuin kansainvälistä tutkimusta, jotka vahvistavat käsitystä robotisoinnin tuottavuutta nostavasta vaikutuksesta. Robotisoinnilla voidaan vastata työvoimapulasta kärsivän alan kasvun haasteeseen, mutta toki niin että kouluttautumista uuden teknologian tehokkaaseen käyttöön ei voida unohtaa.
Miten varmistan robottihankinnan onnistumisen?
Jos otsikon kysymys pitäisi kiteyttää kahteen sanaan niin ne olisivat hyvällä suunnittelulla. Tämä ei kuitenkaan vielä kerro lukijalle paljon mitään, joten avataan hivenen tarkastelua. Robotisoinnin voi jakaa kolmeen vaiheeseen. Hankinnan suunnitteluun, hankinnan toteutukseen ja jatkuvaan kehittämiseen.
Hankinnan suunnitteluvaiheen työtä on tässä artikkelissa jo sivuttukin, sillä tähän kuuluu olennaisena osana tuotteiden ja tuotannon tarkastelu. Tuotteiden soveltuvuus robottihitsattaviksi sekä niiden tuotantomäärät antavat arvokasta lähtötietoa investointilaskelmiin. Tässä vaiheessa on myös hyvä miettiä layout ratkaisuja ja mahdollisesti simuloinnin keinoin tarkastella eri toteutusvaihtoehtoja. Suunnitteluvaiheen lopputuloksena saadaan mm. vaatimuslista tarjouspyyntöä varten, tai voidaan päättyä johtopäätökseen, ettei robottihankintaan löydy riittäviä perusteita.
Hankinnan toteutus alkaa siitä, kun investointipäätös on tehty. Tällöin on tarve todentaa mm. simuloinnin keinoin valittuja ratkaisuja. Simulointi voidaan viedä myös astetta pidemmälle, puhutaan etäohjelmoinnista, jolloin tuotantoon tulevien kappaleiden robottiohjelmointi voidaan aloittaa jopa ennen järjestelmän toimitusta. Koulutukset ennen käyttöönottoa ja käyttöönoton aikana niin operaattoreille kuin muille tuotannon parissa työskenteleville henkilöille alkavat myös tässä vaiheessa. Myöskään suunnittelijoiden koulutusta ei saa unohtaa, sillä tuotteiden robottihitsattavuuden osalta suunnittelijoilla on merkittävä rooli tuottavuuden kehittämisessä.
Hankinnan toteutumisen jälkeisellä jatkuvalla kehittämisellä varmistetaan, ettei taannuta siihen mitä opittiin alkuvaiheessa. Operaattoreiden, suunnittelijoiden ja esim. työnjohdon on saatava lisää koulutusta, kun oppimisen vastaanottokyky käytännön kokemuksen kautta karttuu. Tehokkaammat ohjelmointitekniikat, hitsausparametrien hallinta ja optimointi, etäohjelmoinnin käyttö ja digitalisaation mahdollisuudet niin laadun varmistamisessa kuin tuotannon ohjauksessa vain muutamina esimerkkeinä jatkuvan kehityksen teemoista.
Miten sitten pitäisi edetä?
Paltaan siis artikkelin alkuun, hitsauksen robotisointi voi olla hyppy tuntemattomaan ja silloin on hyvä ottaa projektiin mukaan tahoja, joilla on kokemusta ja näkemystä hitsauksen robotisoinnista. Suomesta löytyy useita koulutustahoja, jotka ovat sekä painineet robottihankintojen parissa, että antavat monipuolista koulutusta aiheen tiimoilta. Savonia-ammattikorkeakoululla tätä työtä on tehty aktiivisesti jo 2000-luvun alkupuolelta lähtien. Hankinnan suunnitteluvaiheessa on syytä käyttää ulkopuolista apua, etenkin jos hitsauksen robotisoinnin vaatimukset eivät ole itselle kovin tuttuja. Huolellisella suunnittelulla vältetään monia karikkoja myöhemmissä vaiheissa.
Hankinnan toteutusvaiheessa robotti-integraattorit tulevat suunnitteluun mukaan, sillä lähtökohtaisesti he tuntevat edustamiensa laitemerkkien mahdollisuudet parhaiten. Eri toimittajien tekemien tarjousten vertailussa voi silti olla tarpeen käyttää ”ulkopuolisia silmiä”, jolloin voidaan huomata seikkoja joihin ei itse välttämättä olisi osannut kiinnittää huomiota. Valitettava totuus on, että jälkikäteen hankitut ominaisuudet tai muutokset järjestelmään nostavat kokonaiskustannuksia sekä viivästyttävät laitteiston tehokasta käyttöönottoa.
Vielä lopuksi
Savonia on jättänyt kesäkuussa 2022 Etelä-Savon elinkeino-, liikenne- ja ympäristökeskukselle rahoitushakemuksen hankkeesta nimeltä ”HitLeap – Hitsauksen tuottavuusloikka”. Kyseessä on ns. ryhmähanke, jonka muina toteuttajina on Lappeenrannan-Lahden teknillinen yliopisto LUT ja Savon Koulutuskuntayhtymä. Hankkeen keskiössä on hitsausautomaatio ja digitaalinen hitsaava tuotanto. Hankkeessa järjestetään avoimia koulutustilaisuuksia –webinaareja, seminaareja ja työpajoja. Koulutustilaisuuksista ammennetaan tietoa ja taitoa hankeyritysten tarpeisiin. Vastavuoroisesti yritysten kanssa pilotoiduista toimenpiteistä saadaan tietoa ja kokemuksia jaettavaksi koulutustilaisuuksiin. Lisäksi hankkeessa pilotoidaan hitsausautomaatioon liittyviä täsmäkoulutuksia.
Tänä päivänä tuotavuuden kasvua pitää tarkastella myös ympäristövaikutusten näkökohdista. Hankkeen yhdeksi työpaketiksi on otettu hitsauksen ja hitsattujen tuotteiden ympäristönvaikutuksen arvioinnin kehittäminen. Asia on nähtävä niin, että kestävä kehitys tukee tuottavuuden kehittämistä ja ohjaa toimenpiteitä mm. parempaan energiatehokkuuteen sekä hukkaa vähentävään ja kierrätystä kehittävään suuntaan. Tämän osalta hankkeessa tuotetaan uutta tutkimustietoa ja toimintamalleja, joita jalkautetaan yrityksiin hankkeen toimenpiteinä.
Tavoitteena on, että hanke käynnistyy vuoden 2023 alussa. Kaikki aiheesta kiinnostuneet tahot ovat tervetulleita osallistumaan hankkeen järjestämiin tilaisuuksiin. Kannattaa olla jo ennen hankkeen alkua yhteydessä TKI-asiantuntija Jussi Asikaiseen, 044 785 5511, jussi.asikainen(at)savonia.fi. Häneltä saa lisätietoja hankkeesta ja samalla on mahdollisuus esittää jo ennakkoon toiveita koulutusten sisältöön liittyen.
Kirjoittaja:
Esa Jääskeläinen, Savonia-ammattikorkeakoulu
Lähteet:
http://www.automaatiovayla.fi/wp-content/uploads/2021/12/Robotiikkatilastot_2021_netti.pdf
http://www.shy-hitsaus.net/Portals/shy/dokumentit/HT-3-11%20hitsaustalous_201108101.pdf
http://roboyhd.fi/wp-content/uploads/2021/02/VM-julkaisu-SRY-vastine-09022021.pdf