
Savonia-artikkeli: Essen SCHWEISSEN & SCHNEIDEN 2023 -messut – mitä itäsuomalaisessa konepajassa kannattaisi pohtia juuri nyt, osa 1/2
Essenin SCHWEISSEN & SCHNEIDEN-messut ovat Euroopan suurimmat hitsausalan messut. Tavallisesti messut pidetään neljän vuoden välein, mutta koronapandemian vaikutuksesta väli venyi nyt kuuteen vuoteen. Messuilla on näytillä alan isoja ja pieniä toimijoita, esittelemässä tuotteita, tekniikoita ja innovaatioita. Messut tuovat yhteen hitsausteknologian toimijoita, niin suuria kuin pieniäkin, ja antavat kattavan katsauksen siihen, mihin suuntaan ala on kehittymässä.
Tässä artikkeli sarjassa tarkastelemme kahta messuilla esillä ollutta, tuottavuutta nostavaa ratkaisua, joiden pohtimista myös Itä-Suomalaisissa konepajoissa olisi syytä tehdä. Nämä ratkaisut ovat käsikäyttöiset hitsauslaserit ja hitsaavat cobotit, eli yhteistyörobotit, joihin tämä artikkeli pureutuu. Molemmat ovat hinnoiltaan pk-yritysten ulottuvilla, Suomalaisia laitetoimittajia löytyy ja ratkaisujen käyttöönotto sekä hyödyntäminen tuotannossa ovat suhteellisen helppoa.
(Hitsaava) yhteistyörobotti eli cobotti
Yksi ensimmäisistä huomioista, jotka Essenin messuilla tekivät vaikutuksen, oli hitsaavia cobotteja esittelevien toimijoiden runsaus. Toki cobottia on mahdollista hyödyntää konepajassa monessa muussakin työssä, ja myös erilaisia sovelluksia messuilla esillä oli, mutta tässä artikkelissa katse pidetään hitsauksessa. Etenkin Universal Robots -merkin cobotit näkyivät monilla messuosastoilla. Näiden cobottien yhteydessä esiteltiin myös ulkoisia akseleita, kuten cobottia liikuttavia ratoja sekä kappaleenkäsittelylaitteita, joilla työaluetta saadaan laajennettua.

Kuva 1. Universal Robots, UR5 sekä Smooth Robotics:n ohjelmointi sovellus.
Cobotteja myytäessä yhtenä isona argumenttina käytetään niiden helppokäyttöisyyttä. Tämä pitää paikkansa, verrattaessa perinteisiin teollisuusrobotteihin, yksinkertaisten hitsausohjelmien toteutus on suoraviivaisempaa. Cobottiella hitsausohjelmien luominen tehdään tyypillisesti johdattamalla. Merkistä riippuen, tavat hieman vaihtelevat mutta kaikille yhteistä on, että cobotin käsivartta johdatetaan yhtä tai kahta kättä käyttämällä haluttuun paikkapisteeseen. Kun työkalu, eli hitsauspoltin on halutussa paikkapisteessä, tallennetaan liikekäsky. Käskyjä ohjelmaan voidaan tallentaa käsiohjaimen kautta tai työkaluun mahdollisesti integroitujen painikkeiden avulla, merkistä riippuen.
Yhtenä myyntiargumenttina, varsinkin Universal Robots:lla käytetään sitä, että cobotti ei vaadin suojausta. Hitsaussovelluksessa tämän tyypillisesti tarkoittaa, että cobotin viereen pääsee kävelemään, ilman että cobotti pysähtyy ja hitsaus katkeaa. Mikäli ulkoisia akseleita cobotti-järjestelmään lisätään, muuttaa tämä tyypillisesti sovelluksen turvallistamistarpeen lähelle perinteistä robottijärjestelmää. Tarkoittaen, että esimerkiksi valoverhoja turvaetäisyyksin tai suojaseiniä ja turvallistettuja ovia tarvitaan käyttää.

Kuva 2. Universal Robots sekä ulkoiset akselit kappaleenkäsittelylaitteessa sekä robotin radassa
Myös perinteisemmät teollisuusrobotti valmistajat mm. Fanuc, ABB ja Yaskawa ovat tuoneet markkinoille yhteistyörobotteja. Näiden ympärille rakennettuja hitsaussovelluksia oli myös useita esillä. Merkille pantavaan oli, että perinteisempien merkkien sovelluksissa järjestelmän turvallistaminen oli selkeämmin huomioitu, verrattuna esimerkiksi Universal Robots:n esillä oleviin.
Toki, siitä miten messuilla robotti- tai cobottisovellusta esitellään, ei voida vetää suoraa johtopäätöstä siihen, millaisia turvallistettuja sovelluksia asiakkaille toimitetaan. Kuitenkin se mielestäni kertoo siitä, että perinteisemmät robottivalmistajat haluavat tuoda esille automatisoidusti hitsaavan koneen turvallistamiseen liittyvät tarpeet.
Keskusteltaessa hitsaavien cobottien turvallistamisesta eri esittelijöiden kanssa, näkemykset mm. valokaarelta suojaamisesta ja polttimesta töröttävän lisäainelangan vaarallisuudesta vaihtelivat huomattavasti. Hitsaava cobottijärjestelmä on kone ja se tulee CE-merkitä, mutta turvallistamisessa käytettävät standardit eivät suoraan sano kuinka esimerkiksi em. seikkojen turvallistaminen tulee tehdä. Laitetoimittajat tulkitsevat standardeja eri tavoin ja tämä näkyy erityyppisinä toteutuksina.
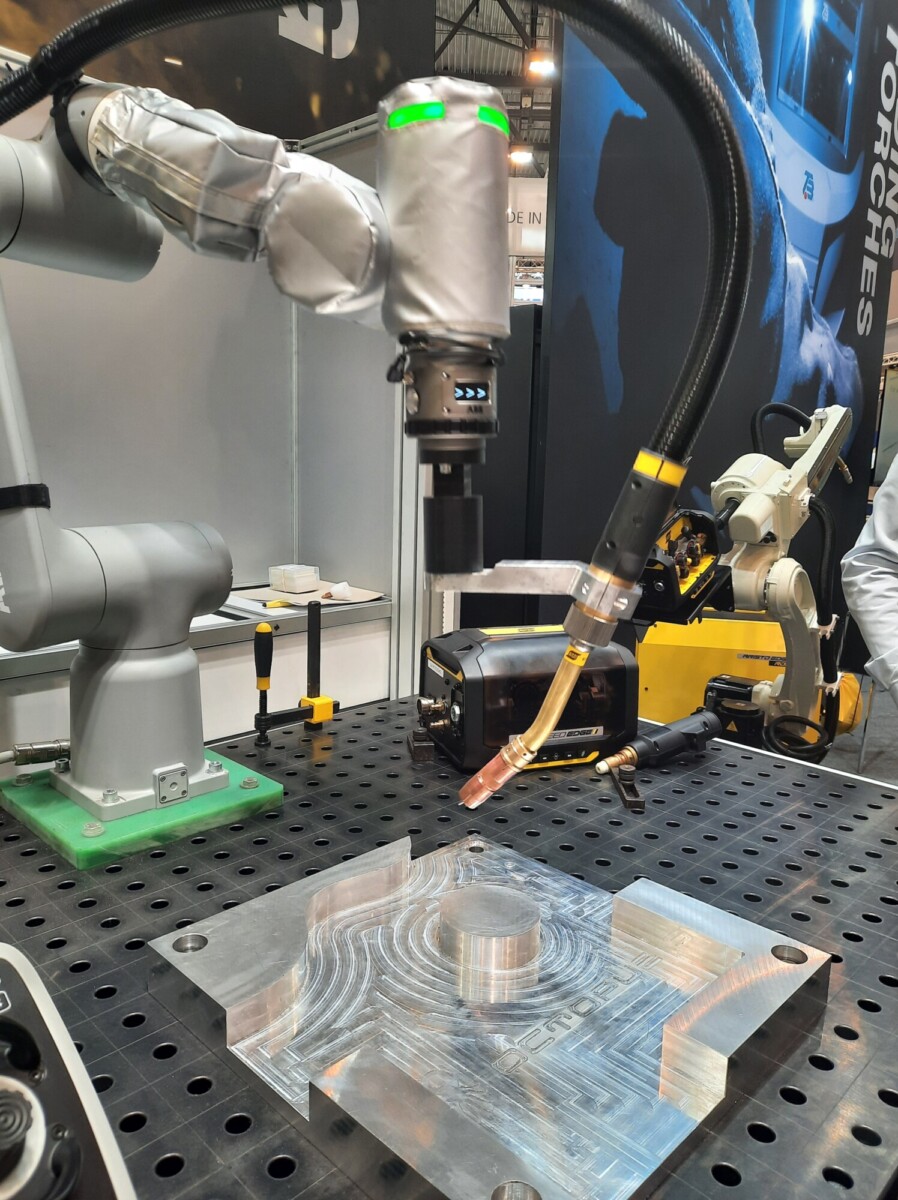
Kuva 3. ABB GoFa Esab:n hitsausvarustuksella sekä (coboti) käsivarren suojahupulla
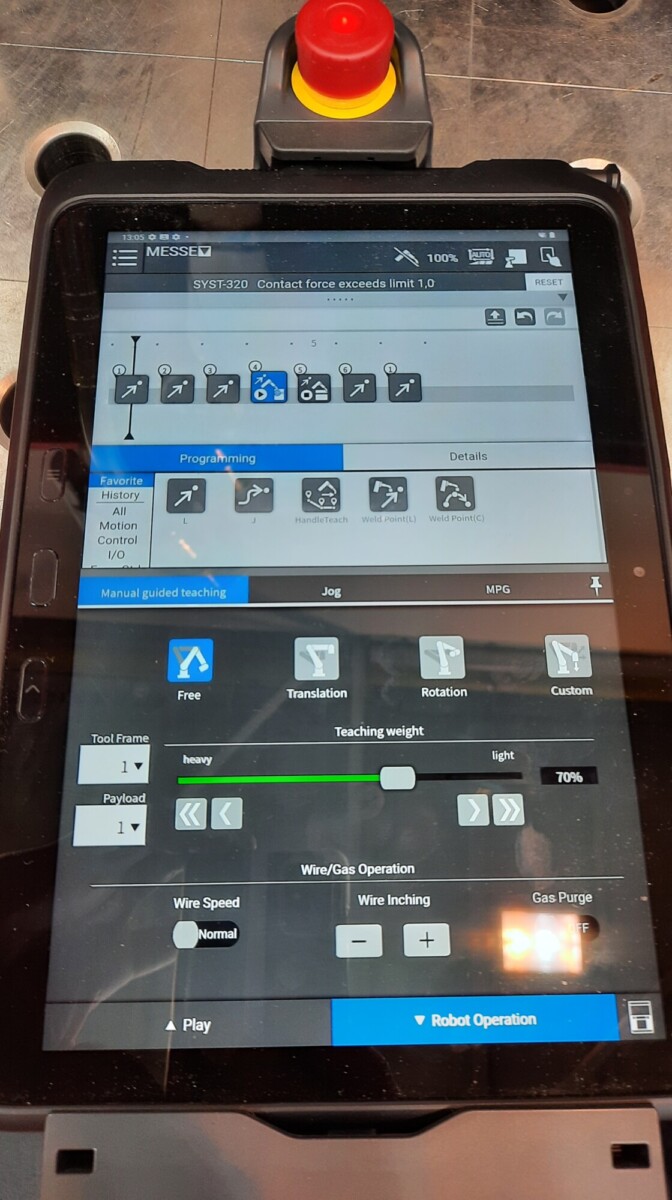
Kuva 4. Fanuc:n cobotin käsiohjaimen käyttöliittymä
Perinteisillä merkeillä kuten Fanuc, ABB ja Yaskawa hitsaukseen ja ohjelma tekoon liittyvät toiminnot on toteutettu käsiohjaimen kosketusnäyttöön. Sain syventävän esittelyn Fanuc:n CX10 iA cobotilla toteutetusta mig/mag sovelluksesta. Graafinen käyttöliittymä koostuu yksinkertaisista ikoneista, joista robotin ohjelman luodaan. Cobotin johdattaminen ohjelmoitaviin paikkapisteisiin onnistuu tarvittaessa yhdellä kädellä mikä mahdollistaa käsiohjaimen pitämisen toisessa kädessä. Ikoneista koostuvan, valmiin ohjelman muokkaaminen voidaan tehdä kuvaketta klikkaamalla. Ainakin ABB:n GoFa:ssa sekä Fanuc:n CX10 iA:ssa on merkkien teollisuusroboteista tutut vaaputusominaisuudet. Fanuc:iin on hankittavissa railohaku ja seuranta ominaisuudet, mutta niiden käyttö täytyy tehdä perinteisen käyttöliittymän kautta.

Kuva 5. Yaskawan hitsaava cobotti sekä modulaarinen hitsauspöytä
Perinteisten robottivalmistajien hiljalleen laajentuva cobottitarjonta sekä selkeä sitoutuminen turvallistamiseen antavat merkkejä siitä, että trendi ei ole hetkessä ohi menossa. Turvallisuuskysymykset on syytä pitää esillä, olipa sitten hankkimassa valmista CE-merkittyä cobotti-hitsausratkaisua tai varsinkin, jos itse alkaa rakentaa ratkaisua.
Yhteistyörobottien lisääntyminen hitsausalalla on merkki siitä, kuinka teknologiset innovaatiot muovaavat perinteisiä toimintamalleja ja luovat edelleen uusia mahdollisuuksia konepajoille. Hitsausala on osaltaan kehittymässä kohti automaatiota ja digitaalista ohjausta. Kuitenkin hyppy analogisesta pikku pajasta täysin digitaalisiin ratkaisuihin ei ole kaikille mahdollista. Hitsaavat cobotit tarjoavat mahdollisuuksia jossain näiden ääripäiden välistä. Helppokäyttöisyys ja edullisuus ovat houkuttelevia seikkoja, erityisesti pk-yrityksille. Toki kaikki hankinnat tulee miettiä oman tuotannon ja sen tarpeiden kautta, ja siinä TKI-toimijana Savonialla on varmasti paljon annettavaa
Kirjoittaja:
Aku Tuunainen, tutkimusinsinööri, Savonia-ammattikorkeakoulu
