Savonia-artikkeli Pro: SprutCam X Robot käyttökokemuksia, osa 2/2
Savonia-artikkeli Pro on kokoelma monialaisen Savonian asiantuntemusta eri aiheista.
This work is licensed under CC BY-SA 4.0![]()
![]()
![]()
Tässä artikkelissa esitellään Sprutcam X Robot-ohjelmiston ominaisuudet liittyen robotilla 3D-tulostukseen esimerkkikappaleen valmistuksen avulla. Käytetty esimerkkikappale esiteltiin aiemmassa artikkelissa, jossa käytiin läpi ohjelmiston perustoiminnot, ja sen koneistukseen tarkoitetut ominaisuudet. Edellinen artikkeli löytyy täältä.
SprutCam X Robot mahdollistaa koneistustoimintojen lisäksi myös lisäävän valmistuksen. Koska ohjelma on alun perin tarkoitettu materiaalia poistavaan valmistukseen, näkyy se vahvasti ohjelman toimintaperiaatteessa edelleen. 3D-tulostukseen liittyvät ominaisuudet ovat tulleet ohjelmistoon koneistustyökalujen rinnalle omana työkalupakettinaan. Ohjelmisto tarjoaa robottitulostukseen lukuisia ominaisuuksia, mutta täysin tulostukseen räätälöityihin ohjelmistoihin verrattuna vaihtoehdot ovat vielä jokseenkin rajattuja. Ne toiminnot, joita ohjelmasta löytyy, toimivat kuitenkin pääsääntöisesti hyvin.
Käytännössä tulostusohjelma tehdään samaan tapaan kuin koneistusohjelmakin, eli:
- Tuodaan kappaleen 3D-malli ohjelmaan
- Määritellään käytettävä tulostusstrategia
- Määritellään 3D-tulostusparametrit
- Simuloidaan tulostusprosessi
- Käännetään valmis ohjelmakoodi postprosessorin avulla robotin ymmärtämään muotoon ja siirretään ohjelma robotille.
3D-tulostukseen käytettävät strategiavaihtoehdot
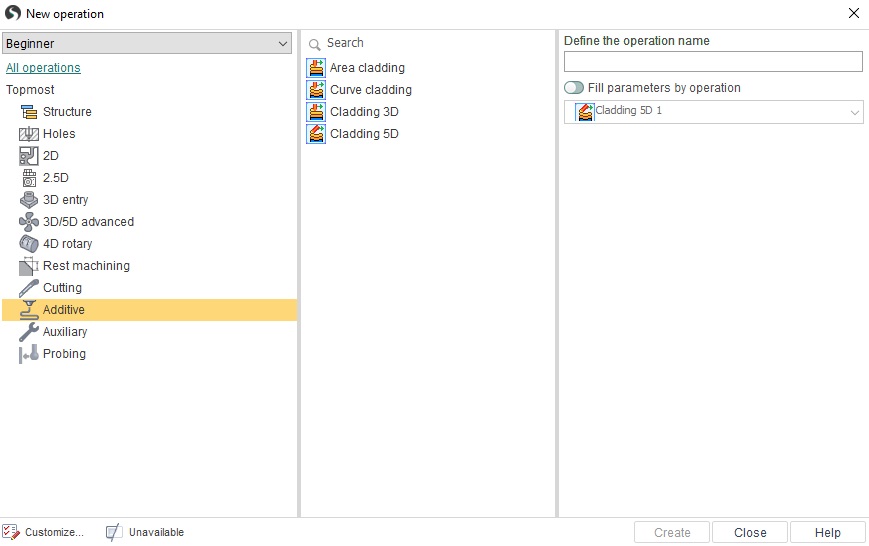
Sprutcam X Robot sisältää neljä erilaista päästrategiaa 3D-tulostusta varten, joita ovat: area cladding, curve cladding, 3D cladding ja 5D cladding.
Uuden ohjelman luonti aloitetaan valitsemalla haluttu strategia, tässä tapauksessa 3D-tulostukseen liittyvät strategiat löytyvät additive-välilehdestä. Valikkoon pääsyä varten täytyy määritellä 3D-tulostukseen tarkoitettu työkalu, ja valita lisäävä valmistus kyseiselle työkalulle soveltuvaksi operaatioksi. Määrityksen voi tehdä myös robottisolua luodessa Machinemaker-sovelluksessa. Jos määritystä ei ole tehty, niin additive-välilehteä ei löydy valittavien operaatioiden listassa.
Kaikki 3D-tulostuksen päästrategiat on nimetty cladding-termillä, jota Sprutcam käyttää ohjelmistossaan 3D-tulostukseen viittaamiseen. Cladding tarkoittaa suomennettuna pinnoittamista tai päällystämistä. Termiä käytetään harvemmin muovipuolen 3D-tulostuksen yhteydessä, mutta metallipuolella se on kohtalaisen yleisesti käytössä, myös lisäävän valmistuksen puolella. Kun päällystämistä tehdään useammassa kerroksessa, on se käytännössä 3D-tulostusta.
3D-tulostusaparametrien määritys

3D-tulostusparametreina Sprutcam X Robotissa käytetään samoja asetuksia mitä sen koneistuspuolella käytetään työkaluterien määrittämisessä. Tästä listasta tärkeimmät tulostamiseen liittyvät parametrit ovat:
- Tool number: Työkalun järjestysnumero, joka vastaa robotilla määritetyn 3D-tulostustyökalun numeroa
- Diameter (D): työkalun halkaisija, joka määrittää tulostettavan palon leveyden
- Working length (WL): työkalun leikkaavan osan pituus, joka tulostuksessa määrittää kerroskorkeuden
Lopuilla työkalun muotoon liittyvillä asetuksilla voidaan määrittää suuttimen ulkomittoja simuloinnin törmäystunnistusta varten.
3D cladding-strategian käyttö siivutuksen luomisessa

3D-mallin siivuttaminen Sprutcam X Robot – ohjelmistossa on toteutettu hieman eri tavalla kuin tavanomaisissa G-koodia tuottavissa 3D-tulostusohjelmistoissa. Tämä johtuu siitä, että 3D-tulostus strategiat käyttävät pohjana Sprutcamin koneistuspuolen strategioita. Ohjelmistossa siivutus on paras tehdä käyttämällä STEP-tiedostomuodossa olevia 3D-malleja, jolloin niistä pystytään valitsemaan ohjelman luomista varten käytettävät pinnat. 3D-tulostuksen ohjelmoinnissa on myös mahdollista käyttää STL-tiedostomuotoa, jolloin ohjelmointi on yksinkertaisempaa, mutta rajoitetumpaa.
Esimerkkisiivutuksessa käytetty malli on tuotu ohjelmistoon STEP-tiedostomuodossa. Mallin tuonnin yhteydessä ohjelmisto numeroi automaattisesti kaikki mallin pinnat. Ohjelmointia aloittaessa valitaan kappaleesta pinnat, joita tulostuksessa halutaan käyttää. Tässä tapauksessa halutaan tulostaa koko kappale, jolloin kaikki sen pinnat valitaan. Valitsemisen jälkeen pinnat näkyvät listana ikkunan vasemmassa reunassa, josta valintoja on mahdollista käydä muokkaamassa.

3D cladding-strategialle ohjelma tarjoaa kaksi eri vaihtoehtoa: offset ja parallel. Molempia vaihtoehtoja yhdistää se, että ne tekevät kappaleeseen ulkopinnan ja sisärakenteen. Erona niillä on vain sisärakenteen muoto: Offset tekee kappaleen sisärakenteeksi ulkopinnan muotoista polkua määrätyllä siirtymällä, ja parallel tekee ristikkoa tai myös vaihtoehtoisesti pelkästään samansuuntaisia viivoja koko kappaleen matkalle. Säädettävissä olevat parametrit näissä strategioissa ovat viivojen etäisyys toisistaan, viivan lopetus- ja aloituspisteiden välimatka, ja ulkoreunan- ja sisärakenteen välin etäisyys.

Kuvassa on 3D Cladding parallel – strategialla tehty siivutus mallikappaleesta. Siivutuksessa on nähtävillä kappaleen ulkopinta, joka on kuvattu vihreällä viivalla, sisärakenteet sinisellä viivalla, ja ilmaliikkeet punaisella katkoviivalla. Erivärisistä liikeviivoista on hyötyä mahdollisten ongelmakohtien havaitsemisessa. Kappaleen yläpuolella näkyvä nuoli on työkalu, jota vapaasti kääntämällä voidaan vaihtaa sisärakenteena olevan viivan suuntaa.
5D cladding strategian käyttö siivutuksen luomisessa
5D cladding – strategia on huomattavasti monimutkaisempi käytettävä 3D claddingiin verrattuna. Seuraavassa kuvassa vasemmalla on nähtävillä kaikki 10 erilaista alastrategiaa, joista valitaan käyttökohteen mukaan sopivin vaihtoehto. Esimerkkikappaleen ohjelmointiin käytetään Spiral between two curves – nimistä alastrategiaa, jonka avulla kappaleen ulkopinta tulostetaan yhden palon vahvuisella seinämällä ja katkeamattomalla viivalla spiraalimuodossa. Strategiaa käytettäessä kappaleesta valitaan ulkopinta, ja ulkopinnan muotoinen aloitus- ja lopetusviiva, joiden välille kerrokset jaetaan määritettyjen parametrien mukaan.

Yllä olevassa kuvassa oikealla on näkyvillä lista 5D-cladding strategian sisältämistä parametreista. Tämä lista on täsmälleen samanlainen kuin koneistuspuolen 5D surfacing strategialla, jopa joidenkin parametrien nimissä puhutaan koneistuksesta, vaikka onkin kyse 3D-tulostuksesta. Tästä esimerkkinä Machining order, minkä avulla voidaan määrittää ohjelman aloitussuunta. Koneistuspuolella tämä on tarpeellista, mutta tulostuksen aloittaminen kappaleen yläpinnasta ei yleensä ole kovin järkevää.
Tärkeimmät parametrit, joita tästä listasta useimmin joudutaan säätämään ovat:
- Step: Kerroskorkeuden säätö millimetreinä tai prosenttilukuna palon leveydestä
- Adaptive step: Jos kerroksia ei ole mahdollista jakaa tasaisesti kappaleen pituudelle määrätyllä kerroskorkeudella, niin tämä asetus laskee toimivan arvon automaattisesti ja jakaa kerrokset, jolloin tulostettu kappale tulee olemaan oikean mittainen
- First step: Voidaan käyttää leveämmän alkukerroksen luomiseen, jonka avulla saadaan parannettua kappaleen tarttumista tulostusalustaan.
- Start margin: Tällä asetuksella voidaan säätää tulostuksen aloituskorkeutta. Haittapuolena on, että kappale lyhenee asetetun matkan verran.

Kaarevan kappaleen siivutus, jossa työkalu kääntyy kappaleen kaaren mukaan, on haastava ongelma siivutusohjelmistoille. Ilman kerroskorkeuden optimointia kerroksien välimatka kasvaa kappaleen ulkokaarteessa ja pienenee sisäkaarteessa. Jos tulostus tehdään tällaisella siivutuksella, niin materiaalinsyöttömäärää voi joutua moninkertaistamaan yhden kerroksen aikana. Tämä voi olla haasteellista riippuen siitä mitä robotinohjausta käytetään. Lopputulos tulee myös olemaan epäsiisti, koska ulkokaarteeseen voi tulla reilusti paksumpaa kerrosta verrattuna muuhun kappaleeseen.
Sprutcamissa tämä ongelma on ratkaistu optimoimalla kerroskorkeuden vaihtelu mahdollisimman pieneksi. Siivutus toimii valitsemalla kaarevan kappaleen alku- ja loppupinnat, joiden välille kerrokset jaetaan mahdollisimman tasaisesti. Siivutuksen lopputuloksessa kerrokset alkavat tekemään käännöstä kappaleen ensimmäisistä kerroksista lähtien loiventaen siivutuksen kaarta pitämällä kappaleen geometrian kuitenkin oikeanlaisena.
Area cladding-strategian käyttö siivutuksen luomisessa
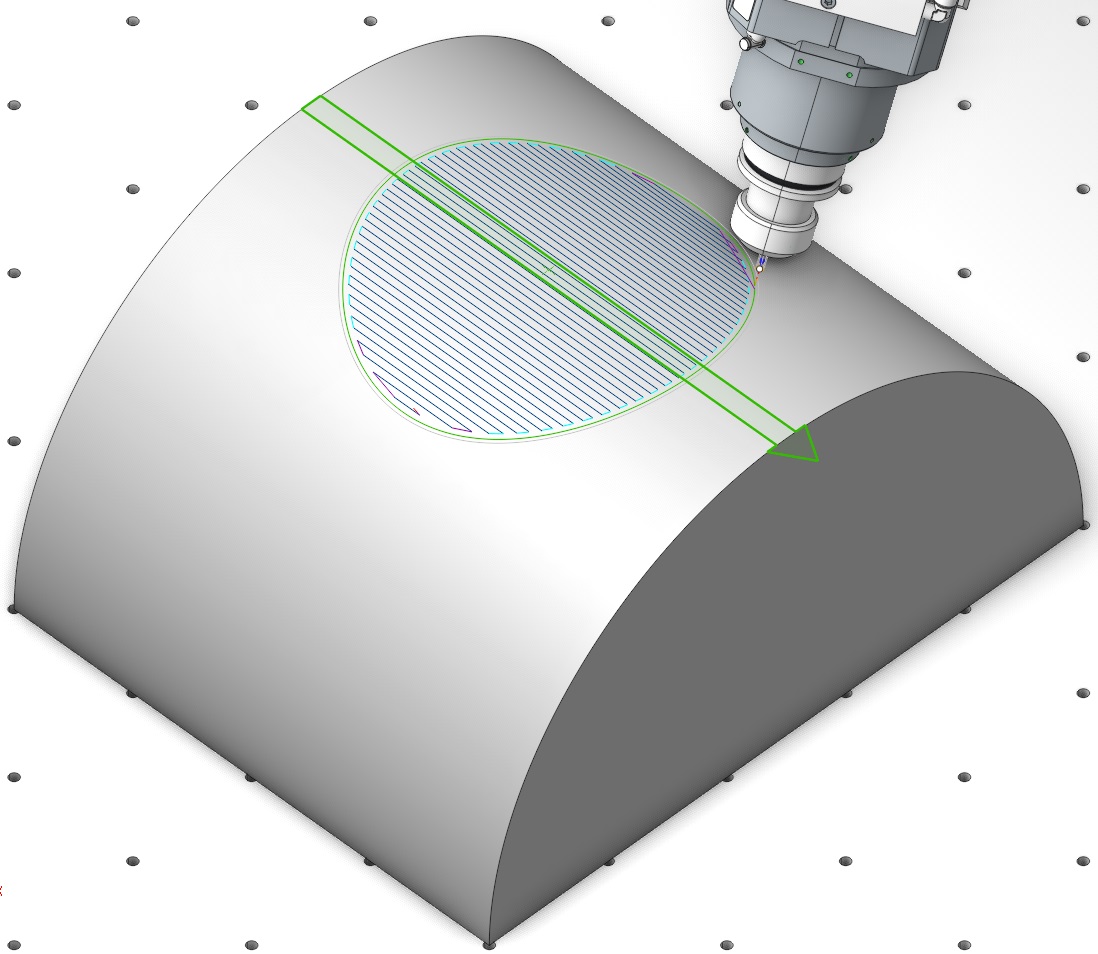
Area cladding strategian avulla voidaan tulostaa haluttuja muotoja jo olemassa olevan kappaleen pintaan. Kuvassa näkyvän kyljellään makaavan puolikartion pintaan on projektoitu ympyräviiva, jota on käytetty tulostettavan pinnan ulkoreunojen määrittämiseen. Ohjelman luontia varten area cladding -strategia tarvitsee alapinnan muodon, tulostettavan pinnan reunaviivan, aloituspinnan ja lopetuspinnan. Aloitus- ja lopetukset voidaan myös määrittää antamalla niille etäisyydet tulostuksen alapinnasta, jolloin niitä ei tarvitse erikseen mallintaa. Säädettävät parametrit tässä strategiassa ovat samat kuin 3D claddingissa, eli sisärakenteen muotoa ja viivojen etäisyyksiä pystytään muokkaamaan.
Curve cladding-strategian käyttö siivutuksen luomisessa
Curve cladding-strategia toimii samalla tavalla kuin area cladding, mutta erona on, että se luo tulostuspolun pelkästään valitun viivan kohdalle, ja siitä kerroksittain ylös-, tai alaspäin. Tärkeimpiä säädettävissä olevia tulostusparametreja ovat tulostettava korkeus ja työkalun orientaatio.

3D-tulostusohjelman simulointi
3D-tulostusohjelman simulointi on toteutettu Sprutcamissa hyvin ja sen avulla pystytään luomaan lähes identtinen digitaalinen versio lopullisesta tulosteesta, pursottamalla polku määritettyjen parametrien perusteella. 3D-tulostuksen simuloinnissa luotua kappaletta voidaan myös käyttää myöhemmin koneistuksen simuloinnissa. Tämän työkalun avulla voidaan varmistaa, että pintaa koneistetaan riittävän syvälle, jotta kerrosten pyöreiden ulkoreunojen välissä olevat ilmaraot häviävät, ja lopputuloksesta tulee tasainen. Simulaation grafiikan luontitekniikaksi on valittavissa eri vaihtoehtoja, joita ovat solid, voxel ja voxel 5D.
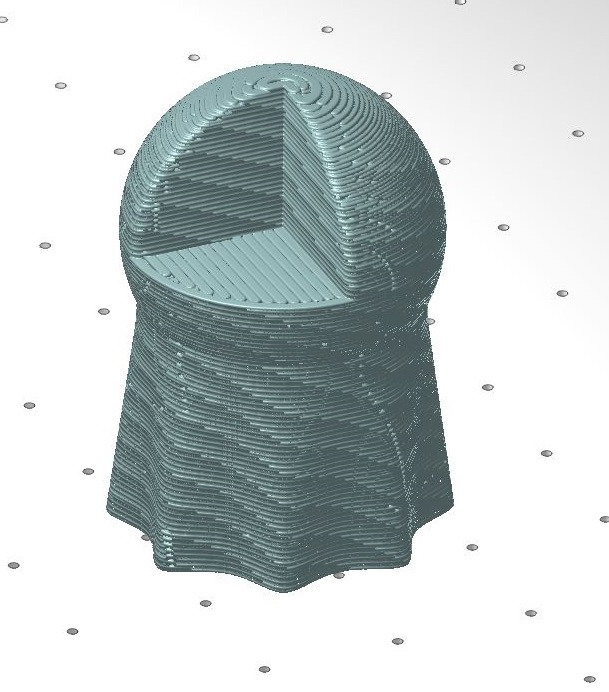
Simuloinnin jälkeen vuorossa oli 3D-tulostus. Esimerkkikappaleesta tulostettiin muutamia eri versioita parametrien testaamiseksi. Suurimmaksi haasteeksi osoittautui tasaisen osion infill-rakenteen valmistaminen tulostuksen aikana siten, että tulostusjälki jäisi riittävän siistiksi. Kappale viimeistellään koneistamalla, joten koneistettavien pintojen alla tulisi olla vähintään muutama täydellä infillillä tulostettu kerros. Tähän ei löytynyt Sprutcamin työkalupakista kunnon työkaluja ja päädyttiin siihen, että tulostuksen aikana sijoitettava väliaikainen tukirakenne olisi todennäköisesti helpoin tapa saada siistiä jälkeä aikaiseksi. Alla kuvat kahdesta eri esimerkkikappaleen versioista, joista oikeanpuolimmainen oli lopullinen versio, joka viimeisteltiin koneistamalla.
Lopullinen versio esimerkkikappaleesta tulostettiin 6 mm suuttimella, 2 mm kerroskorkeudella ja 10 mm palon leveydellä. Tulostusnopeus oli 60 mm/s tulostusaika yhteensä 5 kg kappaleelle noin 5 tuntia. Kohtalaisen hidas tulostusnopeus johtui mm. sisäisistä rakenteista.

Yhteenveto
Kaiken kaikkiaan Sprutcam X Robot on osoittautunut noin vuoden kokemuksen perusteella käyttökelpoiseksi ohjelmaksi, jolla voidaan sekä tulostaa että koneistaa monimuotoisia kappaleita robotilla. Monimuotoisten ja haastavien kappaleiden tulostukseen ja koneistukseen luotavien ohjelmien valmistukseen on kuitenkin syytä varata aikaa, sillä hyvälaatuinen tulostusjälki edellyttää sopivien parametrien löytämistä. Vaikka ohjelmassa tulostuksen simulointi näyttäisikin toimivan hyvin, ei se aina tarkoita tulostusprosessin onnistumista, sillä simulointi ei huomioi ympäristön muutoksia ja esimerkiksi lämpötilamuutoksista aiheutuvia haasteita.
Koneistuspuolen tarpeissa on hyvä myös huomioida käsivarsirobottien heikkoudet toistotarkkuuden suhteen. Käytännön kokemuksen perusteella Savonian KUKA -robottisolulla on mahdollista päästä noin +-1 mm tarkkuuteen. Hieman parempaankin tarkkuuteen voi tarvittaessa päästä, mutta työhön tarvittava aika kasvaa suureksi.
Tulostuksen osalta ohjelmassa on tarjolla hieman rajoitetummin vaihtoehtoja, mutta toisaalta käytettävissä olevat ominaisuudet toimivat hyvin. Vuoden testisession aikana ohjelmaa käytettiin useiden sellaisten kappaleiden tulostuksessa, joiden osalta esimerkiksi 3D-tulostukseen tarkoitetulla Adaxis Adaone -ohjelmalla oli vielä haasteita. Sprutcam X Robot mahdollistaa myös viivamallien käytön tulostuspolkujen luomiseen, joten se toimi hyvänä kombinaationa Rhinoceros+Grasshopper -ohjelmalla tehtyjen rakenteiden tulostuksessa.
Kirjoittajat:
Sampsa Ylönen
Testausinsinööri
Savonia-ammattikorkeakoulu
Antti Alonen
TKI-asiantuntija
Savonia-ammattikorkeakoulu
Tämä artikkeli on toteutettu 3D-tulostuksen yhteishankkeessa (3DTY). Hankkeen verkkosivut löytyvät osoitteesta: www.3dty.fi
Hanke rahoitetaan Uudistuva ja osaava Suomi 2021–2027 (EAKR) rahoitusohjelman valtakunnallisesta innovaatio- ja osaamisverkostot teemasta, jonka hallinnoiva viranomainen on Etelä-Savon ELY-keskus.
