
Savonia-artikkeli Pro: Formnext 2024 tilannekatsaus, osa 3
This work is licensed under CC BY-SA 4.0![]()
![]()
![]()
Formnext 2024 messukatsauksen tässä osassa perehdytään suuren kokoluokan robottitulostukseen silloin, kun tekniikkana on FGF (fused granulate fabrication) eli materiaali syötetään tulostuspäähän granulaattina. Aiempiin vuosiin verrattuna tarjontaa oli enemmän, vaikka muutama alan suurimmista nimistä jättikin tänä vuonna messut väliin.
FGF-tulostuspäitä löytyi usealta eri valmistajalta useissa erilaisissa kokoonpanoissa. Järjestelmiä oli käsivarsiroboteissa, gantry-järjestelmissä mutta myös suuren kokoluokan ”perustulostimissa”. Osassa järjestelmistä oli mahdollista hoitaa myös jälkikäsittely samassa laitteessa vaihtamalla tulostuspään tilalle jyrsinkara. Joissakin oli myös mahdollisuus valita filamenttipään tai granulaattipään väliltä. Artikkelissa käydään läpi suurin osa suuren kokoluokan FGF -järjestelmiä tarjoavista laitevalmistajista, mutta aivan kaikkia messuilla esillä olleita toimijoita ei käydä läpi.
Breton on italialainen konevalmistaja, jonka valikoista löytyy myös suuren kokoluokan tulostusjärjestelmiä joita yritys myy Breton Genesi -tuotemerkillä. Yrityksellä ei tänä vuonna ollut laitteita esillä ollenkaan mutta suurehkoja demo/esimerkkikappaleita oli osastolla useampia. Suuren kokoluokan tulostimista puhuttaessa laitteiden puuttuminen messuosastolta on ymmärrettävää, kun otetaan huomioon laitteen koko. Kymmenien metrien kokoista tulostusjärjestelmää ei yhden messun takia kannata paikalle raahata.
Breton Genesi järjestelmät ovat gantry-pohjaisia tulostusjärjestelmiä, joissa tulostusalue on 4 – 30 m x 1.9 – 5 m x 1.3 – 2.5 m ja materiaalinsyöttönopeus 60 – 300 kg/h.

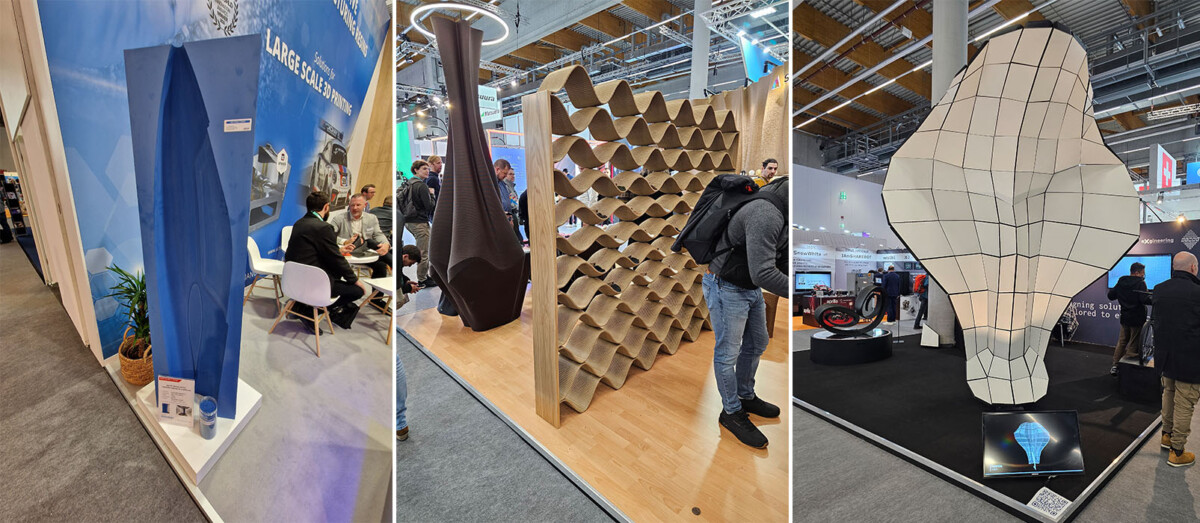
Kuvassa vasemmalla 2,9 x 1,7 x 0,76 m kokoinen, autoklaavikäyttöön soveltuva muottityökalu, jonka tulostusaika oli 11 h, koneistusaika 21 h ja keskimääräinen tulostuksen materiaalinsyöttömäärä 51 kg/h. Tuloste on valmistettu Breton Genesi E4 AM -tulostusjärjestelmällä.
Kuvassa keskellä on Breton Genesis kumppanin Stylpex:in tulostamana (tulostusaika 18 h) messupöytä Airtech:in Dahltram T-100GF materiaalista ja oikealla messuseinä/paneeli.
CEAD on Euroopan tunnetuimpia suuren kokoluokan tulostusjärjestelmiä valmistavia laitevalmistajia joka myy kokonaisia järjestelmiä mutta myös pelkkiä tulostuspäitä. Suomessa CEADin tulostuspäitä on käytössä Savonialla, TAMKilla, REDUlla ja Centrialla.
Yritys esitteli osastollaan kahta erilaista FGF-tekniikkaan perustuvaa järjestelmää. Ensimmäisenä oli merenkulkuvälineiden valmistamiseen tarkoitettu suuren mittakaavan Flexbot-robotti järjestelmä lineaariradalla ja 3,2 metriä leveällä tulostusalueella. Järjestelmä oli kuitenkin optimoitu viemään mahdollisimman vähän tehtaan lattiatilaa. Toisena järjestelmänä oli uusi tulokas Flexcube, 3 akselinen ”nopeasti asennettavissa oleva” portaalijärjestelmä, joka on varustettu tulostuspään lisäksi CNC -työstöpäällä. Portaalijärjestelmä mahdollistaa yrityksen mukaan jopa 0,02 mm/m työstötarkkuuden ja hyvän toistettavuuden.


CEAD:in osastolla oli luonnollisesti runsaasti erilaisia esimerkkitulosteita, joista muutama näkyy edellisessä kuvassa. Esimerkkitulosteiden lyhyet kuvaukset ovat:
- a) CEADin valmistama potkulauta, joka on varustettu longboardin pyöräripustuksilla.
- b) Baijerilaisen studio benkertin valmistama modulaarinen penkkiratkaisu Polymaker Polycore PETG-1013 natural materiaalista. Tulostusaika 47 h, paino 215 kg, tulostettu Hybrid flexbot industry järjestelmällä.
- c) Nopea auton oven prototyyppitulostus, materiaali kierrätetty PETG / GF (Dahltram T100GF), tulostusaika 11 h, paino 9 kg.
- d) Alipaine-infuusio muotti Hollantilaisen dragonfly -projektin sähkölentokoneen propulsio järjestelmän voimansiirron suojan valmistamiseksi. Valmistettu Hybrid flexbot research XL -järjestelmällä. Tulostusaika 6h, koneistusaika 7h, paino 60 kg
Caracol valmistaa FGF –järjestelmiä Heron AM –tuoteperheen alla. Solu muodostuu asiakkaan tarpeen mukaisesti avaimet käteen toimituksena. Yrityksen tulostuspäiden integrointi onnistuu ainakin Kukan, Fanucin tai ABB:n robotteihin. Yritys on viime vuosina esitellyt useampia demonstraatioita meriteollisuuden käyttökohteista. Seuraavassa kuvassa näkyy (a) Caracol heron-am tulostussolu, (b) junan kojelauta jonka paino 35 kg, tulostusaika 20 h ja materiaalina rPET-G + 30% GF sekä (c) huvialuksen ilmanottokanavan suojaritilä. Osan paino 20 kg ja materiaalina Polycore ABS-5012.

Viime vuosina yritys on keskittynyt erityisesti ohjelmistopuolen kehitystyöhön. Caracol käytti aiemmin Adaxiksen AdaOne -ohjelmistoa mutta valmistaa nykyisin omaa Caracol Eidos Builder -ohjelmistoa robottitulostuksen tarpeisiin. Lisäksi yrityksellä on Caracol Eidos IOT -pilvipalvelu prosessin monitorointiin sekä Caracol Eidos Monitoring Vipra AM monitoring suite, joka tekee reaaliaikaisen digitaalisen kaksosen tulostusprosessista.
CMS Advanced Materials Technology on CNC-koneiden valmistukseen erikoistunut yritys joka lähti vuonna 2018 kehittämään Fraunhofer Instituutin kanssa suuren kokoluokan tulostusjärjestelmiä muovi- ja komposiittimateriaaleille.
Yritys on esitellyt viime vuosina Formnext -messuilla lukuisia demonstraatioita suuren kokoluokan tulostuksesta erityisesti muottien valmistukseen liittyen. Seuraavassa kuvassa on vasemmalla Cms kreator, gantry-pohjainen hybridivalmistukseen soveltuva tulostussolu. Laitteistolla on mahdollista tulostaa kolmessa eri tulostusorientaatiossa: 0°, 45°ja 90°. Tulostusnopeudeksi yritys ilmoittaa 16 m/min, materiaalin syöttömäärä riippuu käytetystä ekstruuderista. Yritys valikoimassa löytyy tulostuspäitä 10-100 kg/h syöttömäärillä. Laitteessa käytetään yrityksen omaa siivutusohjelmistoa.

Kuvassa keskellä (b) on CFRP laminointimuotti jonka tulostusaika on ollut 20 tuntia, materiaalina PC + 20% CF. Oikealla (c) on puolestaan vakuumi-koneistusmuotti lentoteollisuuden sovellukseen. Sen tulostusajaksi ilmoitettiin 25 tuntia ja materiaaliksi Dahltram C-250GF, PC + 20% GF.
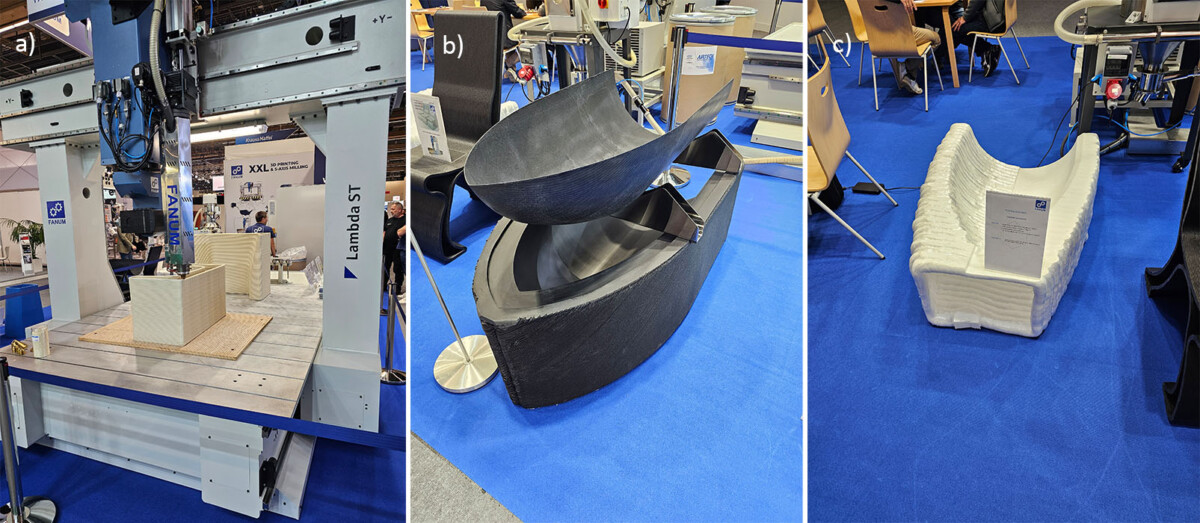
FANUM on puolalainen CNC-koneita valmistava yritys jolta löytyy myös suuren kokoluokan tulostukseen sopivia järjestelmiä. Kyseessä vaikutti olevan ”taas yksi” CNC-konevalmistaja, joka on havainnut liiketoimintapotentiaalia suuren kokoluokan tulostuksen puolella ja lähtenyt rakentamaan siihen omaa laitettaan. Täysin omin käsin yritys ei ole kuitenkaan liikenteessä, sillä tulostussolussa näytti olevan gamartin tulostuspää. Tulostusjärjestelmät ovat yrityksen valikoimissa ”Lambda” -tuotemerkin alla.
Tarjolla on sekä pelkkiä tulostussoluja (Lambda ST) että hybridiratkaisuja (Lambda VTS Hybrid). Tulostusnopeudeksi yritys ilmoittaa 20 m/min, ja yritys käyttää omaa visioCNC -ohjelmistoa hybridivalmistukseen. Käytetyt gamartin ekstruuderipäät mahdollistavat 12-200kg/h syöttönopeuden materiaalille. Seuraavassa kuvassa näkyy yrityksen osastolla esillä ollut tulostussolu, b) venemuotti) sekä c) vaahdotetusta polystyreenistä (FPE) valmistettu osa. Materiaali mahdollistaa säädettävän materiaalintiheyden 150-500 kg/m3.
Krauss Maffei on muovituotteiden valmistukseen ja prosessointiin tarkoitettujen koneiden laitevalmistaja. Yrityksen valikoimasta löytyy tarjontaa myös suuren kokoluokan 3D-tulostukseen. Messuilla oli esillä yrityksen gantry-pohjainen Krauss Powerprint -tulostusjärjestelmä. Sen tulostusalue on 2 x 2,5 x 2 m ja tulostus tapahtuu suljetussa kammiossa. Järjestelmässä on lämmitetty tulostusalusta ja siinä on myös dataXplorer -prosessin monitorointiohjelmisto. Yritys käyttää tulostusjärjestelmissään omaa tulostuspäätään, josta se käyttää nimitystä ”printcore large scale additive extruder”. Tulostuspään suurin syöttönopeus on 70 kg/h ja siinä on perusruuvin lisäksi melt pump.
Yrityksen osastolla oli esillä tulostuspää kiinni myös Comau käsivarsirobotissa, joten yritys tarjonnee tuotteitaan myös muihin kuin gantry-pohjaisiin järjestelmiin. Krauss Maffei oli valmistanut messuille myös kohtalaisen suuren esimerkkitulosteen. Kyseessä oli alla olevassa kuvassa näkyvä neuvottelukoppi. Yritys mainostaa järjestelmänsä pystyvän myös tarkempaan tulostukseen, josta esimerkkinä kuvassa oikealla näkyvä ohutseinämäinen tuote autoteollisuuden tarpeisiin.

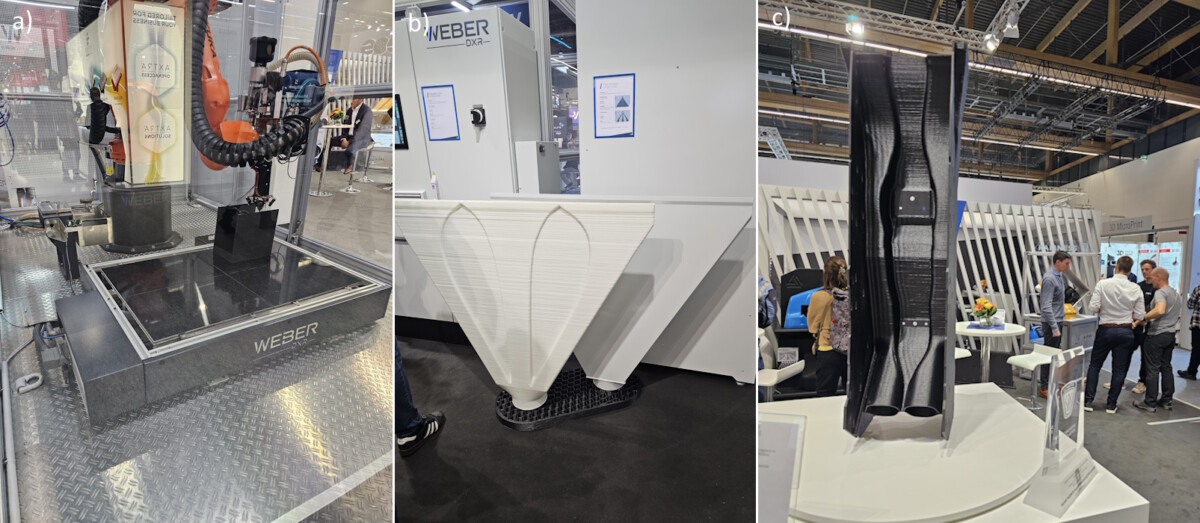
Hans Weber Maschinenfabrik GMBH on saksalainen kone- ja laitevalmistaja joka aloitti vuonna 2019 suuren kokoluokan tulostusjärjestelmien valmistamisen. Yritys on esitellyt viime vuosina laadukkaan oloisia tulostusjärjestelmiä ja esimerkkikappaleita alan messuilla.
Weberin osastolla oli esillä Weber DLX 25 -tulostussolu viime vuoden tapaan. Tällä kertaa solussa tulostettiin suhteellisen yksinkertaista esimerkkikappaletta (viime vuonna esimerkkinä oli ei-tasomainen tulostus muotin päälle). Weber ilmoittaa järjestelmän tulostusnopeudeksi 400 mm/s, tulostusalueeksi 1.6×1.2×1.3 m. Solussa on lämmitetty tulostusalusta sekä kameraseuranta prosessin monitorointiin.
Weberin tulostuspäissä on melt sensorit, jäähdytys sekä melt pump. Materiaalin syöttömäärät ovat mallista riippuen 3.5 – 45 kg/h.
Tarjolla on myös hybridijärjestelmiä (HybriDX-LT), joissa tulostus on mahdollista kolmella akselilla ja jyrsintä viidellä.
Yizumi on kiinalainen, ruiskuvalukoneiden, pakkausjärjestelmien, automaattisten robottijärjestelmien ja tarkkuusvalujen valmistukseen erikoistunut yritys. Sillä on saksassa myyntiin ja tuotekehitykseen keskittyvän tytäryhtiön lisäksi tutkimuskeskus Aachen Yliopiston kampuksella.
Yizumin 3D-tulostusjärjestelmät kulkevat SpaceA -tuotemerkin alla. Yritys kertoo niiden perustuvaan neljään pääperiaatteeseen: Järjestelmissä käytetään FGF -ekstruuderia, 6-akselista käsivarsirobottia, niiden on oltava modulaarisia ja käytettävä teollisuuden ohjausjärjestelmiä.
Yrityksen messuosastolla oli esillä kaksi robottitulostussolua. Pienempi robottisolu (SpaceA S-Line 900E-500-DUO) tulosti hihnakuljettimen päälle tuplasuuttimella ja suurempi malli (SpaceA- B-Line 2500-1000-DKP) puolestaan tulosti suurempaa kappaletta kääntöpöydälle.

Englantilainen Multiax -yritys oli yksi tämän vuoden messujen uusista tulokkaista. Yritys on valmistanut yhteistyössä REV3RD -tulostuspäävalmistajan kanssa hybriditulostusjärjestelmän. Järjestelmiä on saatavilla myös vain tulostuspäällä varustettuna.
Yrityksen P-sarjan CNC-koneeseen integroitu tulostuspää mahdollistaa hybridivalmistuksen. Tulostusnopeus riippuu käytetystä tulostuspäästä ja on 25-60 kg tunnissa.

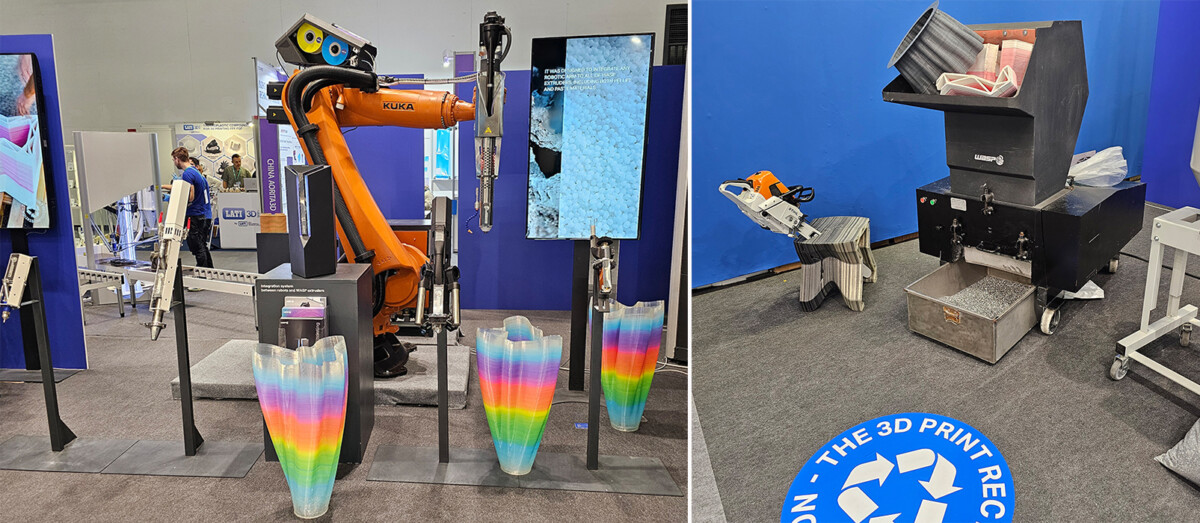
Italialainen WASP on Euroopassa hyvin tunnettu tulostuslaitteiden ja tulostuspäiden valmistaja. Yritys on laajentanut tarjontaansa robottitulostuksen puolella ja esitteli viime vuonna Formnextilla CEREBRO hallintayksikön, joka mahdollistaa WASPin tulostuspäiden käyttämisen käsivarsirobottien kanssa. WASP on käyttänyt FGF -tulostuspäitä aiemminkin tulostuslaitteissaan, esimerkkinä yrityksen Power Wasp 45 HDP ja 3MT HDP -tulostuslaitteet. WASPin tulostuspäät ovat kuitenkin tarkoitettu tarkempien ja hienompien rakenteiden tulostukseen kuin muut tarjolla olevat FGF-päät, ja tämä näkyy myös materiaalin syöttönopeudessa, joka on 350 g – 2.5 kg tunnissa tulostuspäästä riippuen.
WASP on erittäin ympäristötietoinen yritys ja se on tunnettu erilaisista ympäristöystävällisyyttä korostavista hankkeistaan. Yksi tunnetuimmista näistä lienee TECLA, ”eco-sustainable 3D printed habitat”, jossa tavoitteena oli tulostaa savesta rakennuksen ulkoseinät.
Tämän vuoden messuilla yritys esitteli osastolla materiaalin kierrätys- ja jälleenkäyttömahdollisuuksia suuren kokoluokan muovitulostuksessa.
Artikkelin lopuksi on hyvä vielä kiinnittää huomiota muutamiin tulevaisuuden kehitysaskeliin, joita robottitulostukselle näyttäisi olevan tulossa. Useissa FGF-tulostuspäitä käyttävissä järjestelmissä alkaa olla erilaisia prosessinseurantalaitteita- ja sensoreita jo kiinni, joita hyödynnetään vaihtelevalla menestyksellä. Tyypillisimpiä lisälaitteita on lämpökamera, jolla varmistetaan, että prosessin lämpötila pysyy halutulla tasolla.
Tämä ei kuitenkaan vielä kaikissa järjestelmissä riitä, sillä kerrosten välinen tarttuvuus ja sen varmistaminen on FGF-tulostuspäiden suurimpia haasteita. Tähän liittyen Siemensin osastolla esiteltiin LEAM Technologies -startupin kehittämää ratkaisua kerroslämpötilan vakiointiin. Yritys on tuomassa markkinoilla Demex nimellä kulkevaa, led-pohjaista ratkaisua, joka esilämmittää alemman kerroksen materiaalin juuri ennen pursotusta. Yrityksen mukaan tämän avulla materiaalista saadaan isotrooppinen ja ratkaistaan kerrosten välisen tarttuvuuden ongelma. Järjestelmä on vielä testausvaiheessa, vaikka muutamia niitä on jo myytykin. Hintaa systeemillä on noin 50k€, joten aivan halvasta ratkaisusta ei ole kyse.
Fraunhoferin osastolla oli puolestaan useampiakin mielenkiintoisia robottityökalujen prototyyppejä, jotka voisivat periaatteessa liittyä myös robottitulostusprosessiin. Mielenkiintoisimmat näistä olivat:
- Wire encapsulating additive manufacturing: FDM –prosessiin perustuva systeemi, joka mahdollistaa sähköjohtojen lisäämisen pinnoille.
- Fiber encapsulating additive manufacturing: Lasikuidun lisääminen pinnoille ilman että optiset ominaisuudet kärsivät.
- Jet Dispensing electrical functions: Nestemäisten materiaalien (musteet, tahnat) lisäys pinnoille.

Robottitulostusjärjestelmien lisäksi tarjolla oli lukuisia ”perustulostimia” eri valmistajilta, joihin oli tarjolla perus filamenttitulostuspään lisäksi myös FGF -tulostuspää. Yhteenvetona eri valmistajien tarjoamista FGF -tulostuspäitä käyttävistä järjestelmistä voisi todeta, tarjonta on kasvanut viimeisen vuoden aikana huimasti. Tarjolla olevat järjestelmät ovat kuitenkin toistaiseksi hyvin samantyyppisiä. Melt pump -lisäosia käyttävät tulostuspäät mahdollistavat tyypillisesti paremman sulanhallinnan ja sitä kautta monimutkaisemmat rakenteet ja paremman tulostusjäljen. Aivan täydellistä tulostusratkaisua joka ratkaisisi useimmat tyypillisistä suuren kokoluokan tulostuksen ongelmista ei kuitenkaan ollut vielä tarjolla yhdelläkään laitevalmistajalla. Kehityskulun perusteella voisi kuitenkin arvioida, että muutaman vuoden sisällä on nähtävissä selvä kehityshyppäys niin tulostuslaadun kuin käytettävyydenkin osalta.
Kirjoittajat:
Antti Alonen
TKI-asiantuntija
Savonia-ammattikorkeakoulu
Lauri Alonen
Tutkimusinsinööri
Savonia-ammattikorkeakoulu
Tämä artikkeli on toteutettu 3D-tulostuksen yhteishankkeessa (3DTY). Hankkeen verkkosivut löytyvät osoitteesta: www.3dty.fi
Hanke rahoitetaan Uudistuva ja osaava Suomi 2021–2027 (EAKR) rahoitusohjelman valtakunnallisesta innovaatio- ja osaamisverkostot teemasta, jonka hallinnoiva viranomainen on Etelä-Savon ELY-keskus.
